1
Изобретение может использоваться в литейном производстве в машинах для литья под давлением.
Известно устройство к машине для литья под давлением, содержаш,ее герметизированную электропечь с металлопроводом, дифференциальный сервоцилиндр для прочистки входного отверстия металлопровода, при этом шток сервоцилиндра является калибром, герметизированную пресс-форму и камеру прессования, дроссель и корректируюш,ий дроссель, вакуум-аккумулятор, вакуумный клапан, кольцевой копир, рычажную систему с призмой и сервоцилиндром для снятия информации о величине пресс-остатка после каждой запрессовки, вакуумное реле для включения прессуюшего цилиндра после того, как разрежение в калгере прессования и в полости формы достигнет необходимой величины, блокирующий клапан, исключающий прочистку входного отверстия металлопровода в случае, если прессующий поршень не находится з крайнем правом положении.
Однако в известном устройстве затруднен доступ к электропечи с тиглем и металлопроводу, так как электропечь смонтирована непосредственно в зоне механизма. Шток сервоцилиндра прочистки заливочного отверстия одновременно является калибром для автоматической калибровки выпускного отверстия
металлопровода после каждой запрессовки. Металлопровод выполнен без подогрева в виде трубы малого диаметра с изгибом, что ограничивает технологические возможности пзготовления его, например из графита, н способствует преждевременному охлаждению металла. Заливочное отверстие наполнительного стакана имеет цилиндрическую форму, что затрудняет удаление пробойником остатков
металла после подачи порции в стакан.
В предлагаемом изобретении с целью удобства обслуживания, электропечь выполнена выдвижной, для чего снабжена кронштейном, шарнирно закрепленным на стенке машины,
причем шарнир имеет вертикальную ось вращения. Металлопровод выполнен с внутренним диаметром в 5-6 раз большим диаметра вьшускного отверстия в крышке металлопровода, кроме того пробойник выполнен
съемным.
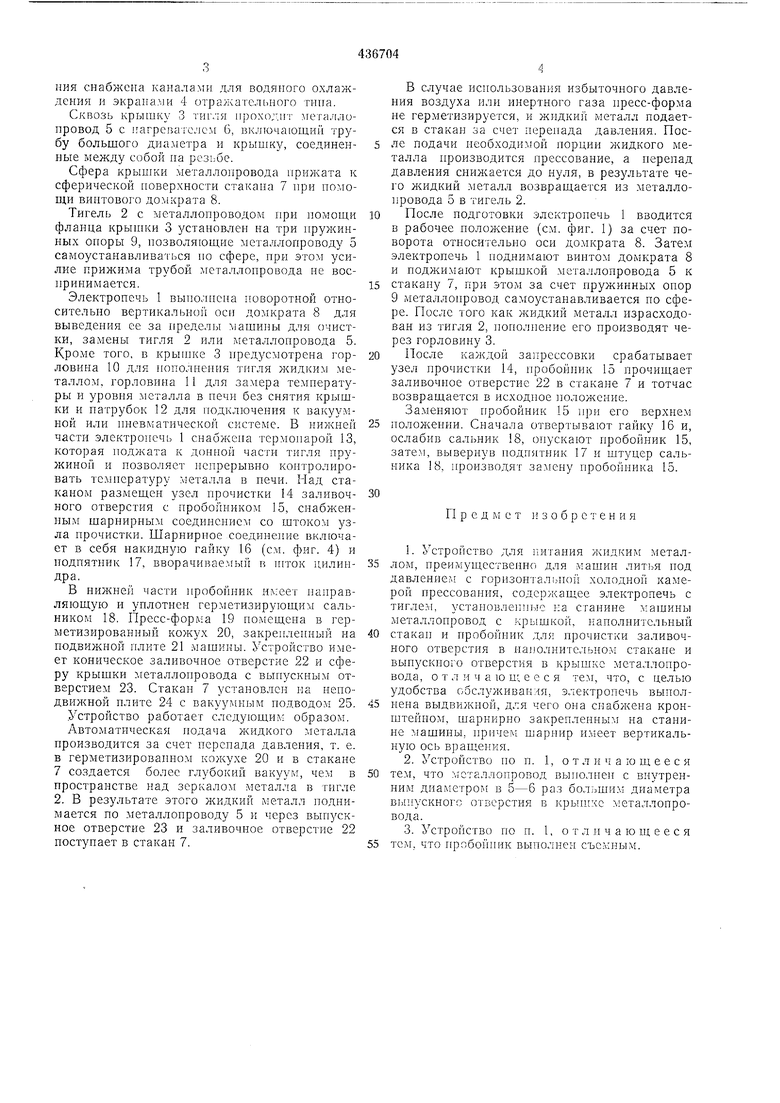
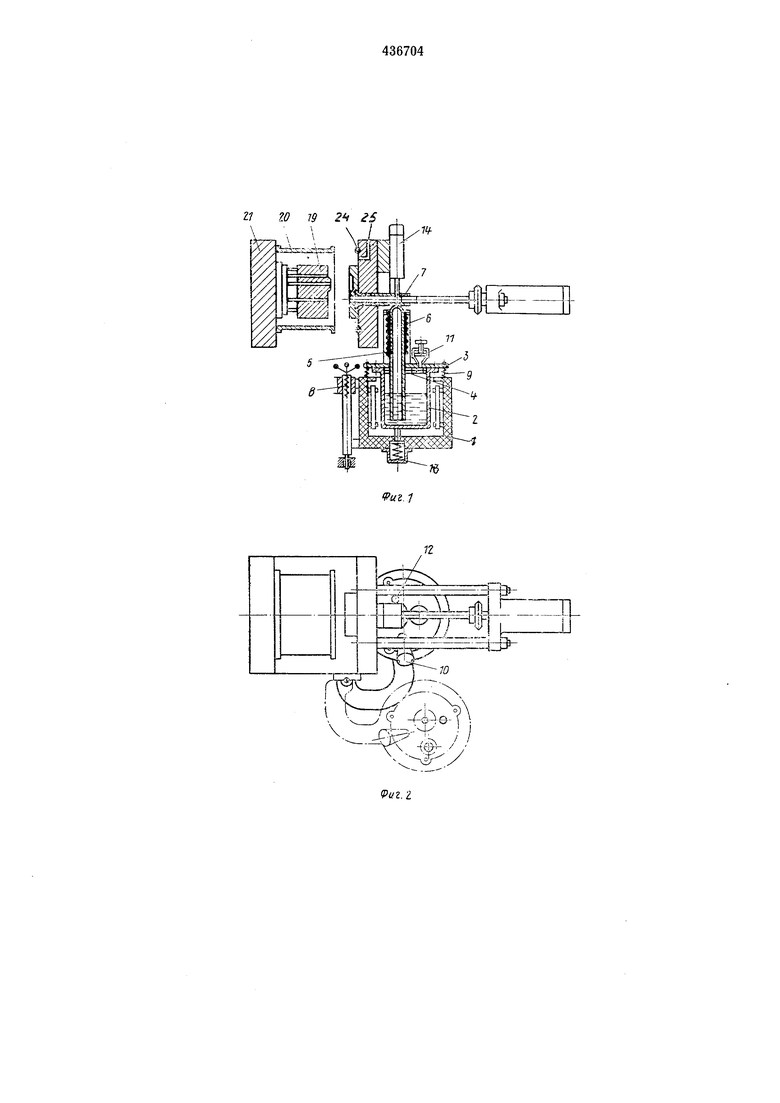
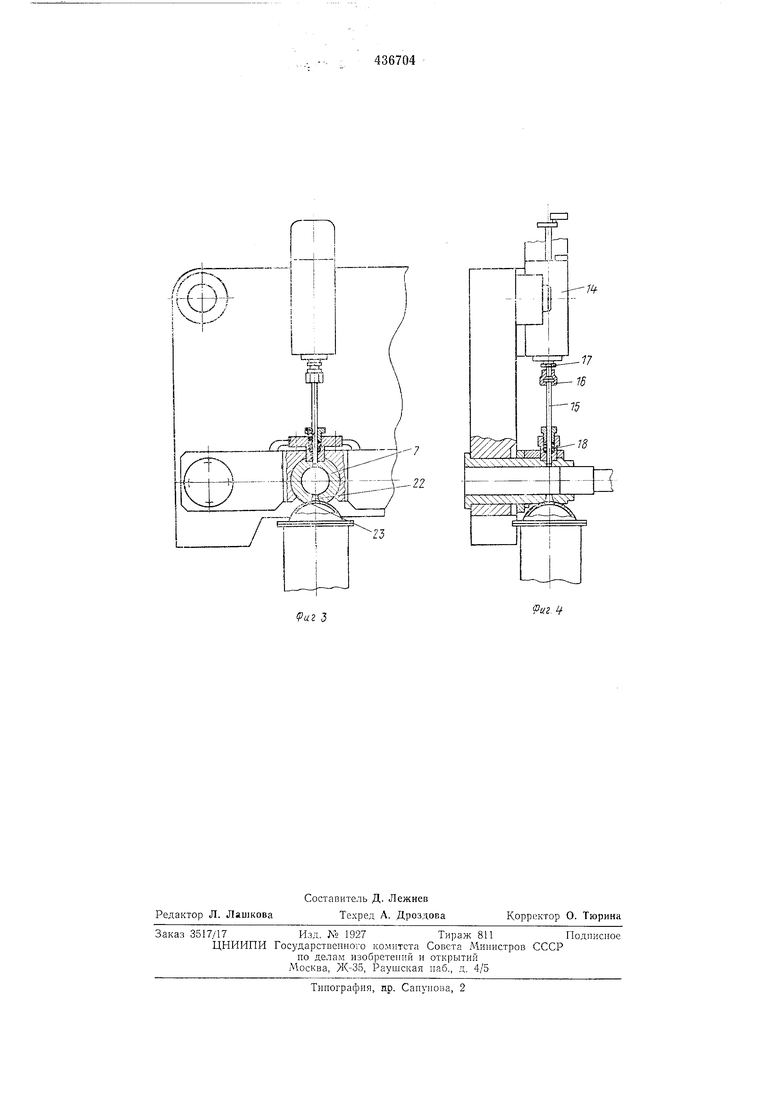
На фиг. 1 изображено устройство для питания жидким металлом, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел прочистки заливочного отверстия; на фиг. 4 - то же,
вид сбоку.
Устройство для питания жидким металлом (см. фиг. 1 и 2) включает в себя герметизированную электропечь сопротивления 1, с тиглем 2, крышку 3 тигля с герметичным уплотнением, при этом крышка 3 в зоне уплотгюПИЯ снабжена каналами для водяного охлаждения и экранами 4 отражательного тнна. Сквозь крышку 3 ти1ля ирохо;.ит металлопровод 5 с иагрегипслсм 6, включающий трубу большого диа.метра и крышку, соединенные между собой па резьбе. Сфера крышки металлонровода прнжата к сферической новерхности стакана 7 прн помощн винтового домкрата 8. Тигель 2 с металлопроводом прн помощи фланца крьппкн 3 установлен на три пружинных оноры 9, нозволяющие металлонроводу 5 самоустанавлнваться но сфере, при этом усилие прижима трубой металлопровода ие воспринимается. Электропечь 1 выполнена 1оворотной относительно вертикально оси домкрата 8 для выведения ее за нределы машины для очистки, замены тигля 2 или металлопровода 5. Кроме того, в крьипке 3 предусмотрена горловнна 10 для нополнения 1пгля жидким металлом, горловина 11 для замера температуры и уровня металла в печи без снятия крышки и патрубок 12 для подключения к вакуумной или пневматической системе. В нижней части электропечь 1 снабжена термопарой 13, которая поджата к донной части тигля пружиной и позволяет непрерывно коптролнровать тедшературу металла в нечи. Над стаканом размещен узел прочистки 14 заливочного отверстия с пробойником 15, снабженным шарнирным соединением со штоком узла прочистки. Шарнирное соединение включает в себя накидную гайку 16 (с.м. фиг. 4) и подпятник 17, вворачиваемый R IHTOK дилнпдра. В нижней части пробойник имеет па; равляющую и уплотнен герметизирующим сальником 18. Пресс-форма 19 помещена в герметизированный кожух 20, закрепленный на подвижной плите 21 машины. Устройство ил1еет коническое заливочное отверстие 22 и сферу крышки металлопровода с выпускным отверстием 23. Стакан 7 установлен па неподвижной нлите 24 с вакуумным подводом 25. Устройство работает следующим образом. Автоматическая подача жидкого металла нроизводится за счет перепада давления, т. е. в герметизированном кожухе 20 и в стакане 7 создается более глубокий вакуум, чем в пространстве над зеркалом металла в тигле 2. В результате этого жидкий металл поднимается по металлопроводу 5 н через выпускное отверстие 23 и заливочное отверстие 22 поступает в стакан 7. В случае иснользования избыточного давления воздуха илн инертного газа пресс-форма не герметизируется, и жидкий металл подается в стакан за счет перепада давления. После подачи необходимой порции жидкого металла производится прессование, а нерепад давления снижается до нуля, в результате чего жидкий металл возвращается из металлопровода 5 в тигель 2. После подготовки элсктронечв 1 вводится в рабочее положение (см. фиг. 1) за счет поворота относительно оси домкрата 8. Затем электропечь 1 поднимают винтом домкрата 8 и поджимают крышкой металлопровода 5 к стакану 7, при этом за счет пружинных онор 9 металлонровод самоустанавливается но сфере. После того как жидкий металл израсходован из тигля 2, попол}1ение его производят через горловину 3. После каждой запрессовки срабатывает узел прочистки 14, пробойник 15 прочищает заливочное отверстие 22 в стакане 7 и тотчас возвращается в исходное положение. Заменяют пробойник 15 при его верхнем ноложенни. Сначала отвертывают гайку 16 и, ослабив сальник 18, опускают пробойник 15, затем, вывернув ноднятник 17 и штуцер сальника 18, производят пробойпика 15. Пред м е т и з о б р е т е н и я 1.Устройство для Г1итания жидким металлом, преимущественно для машин литья под давлением с горизонта л 1Л1ой холодной камерой нрессовання, содержащее электропечь с тиглем, устаповлеппыс ка станине машины металлопровод с , наполнительный стакан н пробойник для нрочистки заливочного отверстия в наполнительном стакане и вьшускного отверстия в крышке металлопровода, о т л и ч а ю п е е с я тем, что, с целью удобства обслуживания, электропечь выполйена выдвижпой, для чего она снабжена кронштейном, шарнирно закрепленным на станине машины, причем шарнир имеет вертикальную ось вращения. 2.Устройство по п. 1, отличающееся тем, что металлопровод выполпен с внутренним диаметром в 5-6 раз большим диаметра выпускного отверстия в крышке металлопровода. 3.Устройство по п. 1, о т л и чающееся тем, что пробойник выполнен съемным.
2f W 19 2 IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная система машины литья под давлением с горизонтальной камерой прессования | 1972 |
|
SU438496A1 |
| Вакуумная система машины литья под давлением с горизонтальной камерой прессования | 1974 |
|
SU499044A1 |
| Устройство для автоматической дозировки жидкого металла | 1959 |
|
SU124599A1 |
| Устройство для управления заливкой и дозированием расплавленного металла | 1973 |
|
SU475212A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАЛИВКОЙ И ДОЗИРОВАНИЕМ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1992 |
|
RU2006341C1 |
| КАМЕРА ПРЕССОВАНИЯ МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1972 |
|
SU337193A1 |
| Дозатор жидкого металла | 1986 |
|
SU1699708A1 |
| В П г. | 1973 |
|
SU404552A1 |
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| Установка для литья расплавов под низким давлением преимущественно с противодавлением | 1974 |
|
SU482243A1 |
.
(риг Ъ
fe. 4
