1
Изобретение относится к обработке металлов давлением и может быть использовано, например, для производства вагонных осей методом двустороннего обратного редуцирования.
Известен пресс гидравлический горизонтальный, содержащий станину, выполненную в виде неподвижных поперечин, стянутых направляющими шПИльками, а также размещенные в неподвижных поперечинах и гидравлически связанные между собой рабочие гидроцилиндры с соосно установленными ползунаМи, несущими рабочие инструменты, и механизм зажима заготовки, выполяенный в виде двух охватывающих заготовку по периметру зажимных элементов, один из которых установлен на ползуне вертикального пресса, см1онтированного на станине.
Недостатком известного пресса является громоздкость и сложность его конструкции из-за раздельной компоновки механизма зажима и подачи заготовок.
Цель предлагаемого изобретения - упрощение конструкции и снижение металлоемкости.
Для этого в прессе другой зажимной элемент установлен на столе пресса с возможностью перемещения в наттравлении, перпендикулярном направлению перемещения первого зажимного элемента, и рыполяен в виде
профильного вкладыша, установленного на каретке.
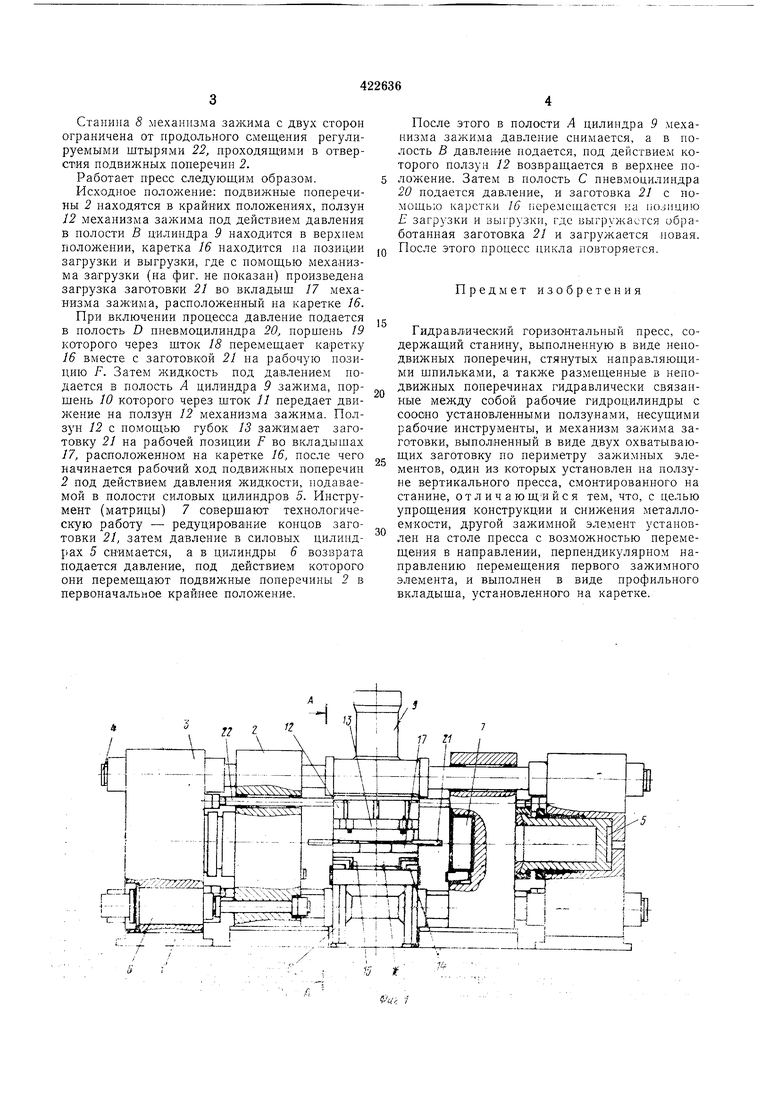
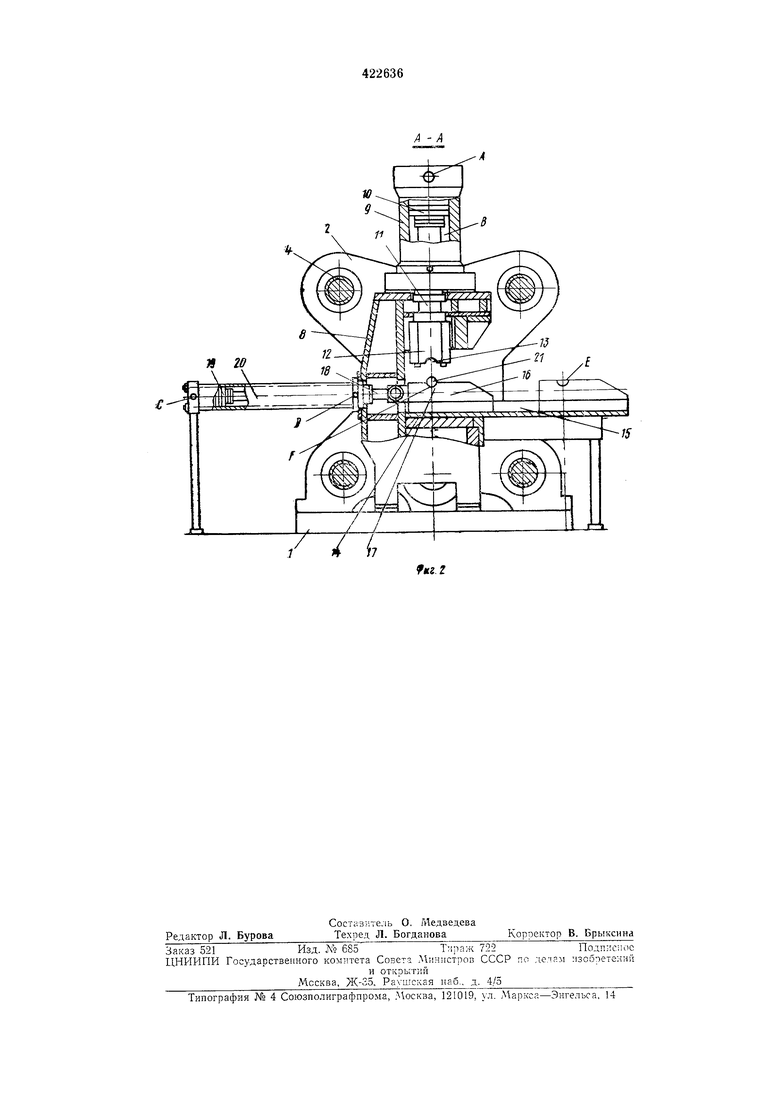
На фиг. 1 изображен предлагаемый пресс, общий впд; на фиг. 2 показано сечение .4-А
по механизму зажима заготовки.
Пресс состоит из крепящихся на станине / двух подвижных 2 и двух неподвижных 5 поперечин, стянутых направляющими шпильками 4, силовых 5 и возвратных 6 цилиндров,
инструмента 7.
Между подвижными поперечинами 2 в рабочей зоне пресса расположен механизм зажима, совмещенный с механизмом подачи. Механизм зажима заготовок представляет
собой гидравлический вертикальный открытый пресс и состоит из (фиг. 2) станины 8, силового цилиндра 9 с полостями А и В, поршня 10, шток // которого связан с ползуном 12, несущим на себе верхние зажимные губки 13.
На столе 14 механизма зажима в направляющих 15 размещена подвижная каретка 16, несущая нижние профильные вкладыши 17 механизма зажима. Каретка 16 связана щтоком 18 с поршнем 19
пневмоцилиндра 20, закрепленного на станине 8 и имеющего полости С и Z).
С помощью пневмоцилиндра подачи 20 каретка 16 устанавливается с заготовкой 2 согласно рабочему циклу в положение загрузки
(поз. Е и рабочее положение поз. F). Станина 8 механизма зажима с двух сторон ограничена от нродольного смендения регулируемыми штырями 22, нроходящими в отверстия нодвижных нонеречин 2. Работает нресс следующим образом. Исходное по.тожение: подвижные поперечины 2 находятся в крайних положениях, нолзун 12 механизма зажима под действием давления в нолости В цилиндра 9 находится в верхнем положении, каретка 16 находится ла позиции загрузки и выгрузки, где с помощью механизма загрузки (на фиг. не ноказан) произведена загрузка заготовк1и 21 во вкладыщ 17 механизма зажима, расположенный на каретке 16. При включении процесса давление подается в полость D пневмоцилиндра 20, поршень 19 которого через шток 18 перемещает каретку 16 вместе с заготовкой 21 на рабочую позицию F. Затем жидкость под давлением подается в полость А цилиндра 9 зажима, поршень 10 которого через шток 11 передает движение на ползун 12 механизма зажима. Ползун 12 с номощью губок 13 зажимает заготовку 21 на рабочей позиции F во вкладышах 17, расположенном на каретке 16, после чего начинается рабочий ход подвижных поперечин 2 под действием давления жидкости, подаваемой в полости силовых цилиндров 5. Инструмент (матрицы) 7 совершают технологическую работу - редуцирование концов заготовки 21, затем давление в силовых цилиндрах 5 снимается, а в цилиндры 6 возврата подается давление, под действием которого они перемещают подвижные поперечины 2 в первоначальное крайнее положение. После этого в полости А цилиндра 9 механизма зажима давление спимается, а в полость В давление подается, под действием которого ползун 12 возвращается в верхнее положение. Затем в полость С пневмоцилиндра 20 подается давление, и заготовка 21 с помощью каретки 16 псфемсшается на позицию Е загрузки и выгрузки, где выгружается обработанная заготовка 21 и загружается новая. После этого процесс цикла повторяется. Предмет изобретения Гидравлический горизонтальный пресс, содержащий станину, выполненную в виде ненодвижных поперечин, стянутых нанравляющими шпильками, а также размещенные в неподвижных поперечинах гидравлически связанные между собой рабочие гидроцилиндры с соооно установленными ползунами, несущими рабочие инструменты, и механизм зажима заготовки, выполненный в виде двух охватывающих заготовку по периметру зажимных элементов, один из которых установлен на ползуне вертикального пресса, смонтированного на станине, отл ич ающи йся тем, что, с целью упрощения конструкции и снижения металлоемкости, другой зажимной элемент установлен на столе пресса с возможностью перемещения в нацравлении, пернендикулярном направлению перемещения первого зажимного элемента, и выполнен в виде профильного вкладыша, установленного на каретке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный гидравлический пресс | 1975 |
|
SU550299A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1971 |
|
SU421539A1 |
| Гидравлический прошивной пресс | 1973 |
|
SU481462A1 |
| Гидравлический пресс | 1978 |
|
SU774963A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Перекладчик к горизонтально-ковочной машине | 1972 |
|
SU450634A1 |
| Пресс для непрерывного прессования | 1986 |
|
SU1423213A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Способ гидропрессования длинномерных профильных изделий и установка для его осуществления | 1986 |
|
SU1454536A1 |
/Т /;
