1
Известно устройство для гфавки стеиок и днища коробчатых изделий, содержащее вводимый между стенками изделия раздвижной калибр, а также размещениые на основании механизмы для нравки стенок и днища, снабженные правильными роликами.
Такое устройство нельзя применять для правки изделий, имеющих днище, выполненное но криволинейному контуру.
В предложенном устройстве этот недостаток устранен за счет того, что правильные ролики механизма правки дна установлены но контуру днища и снабжены насаженными на их концах приводными звездочками, каждая из которых кинематически связана с одной стороны с неподвижной цепью, а с другой - с подвижной цепью, расположенной в криволинейных направляющих основания копцентрично неподвижной цени.
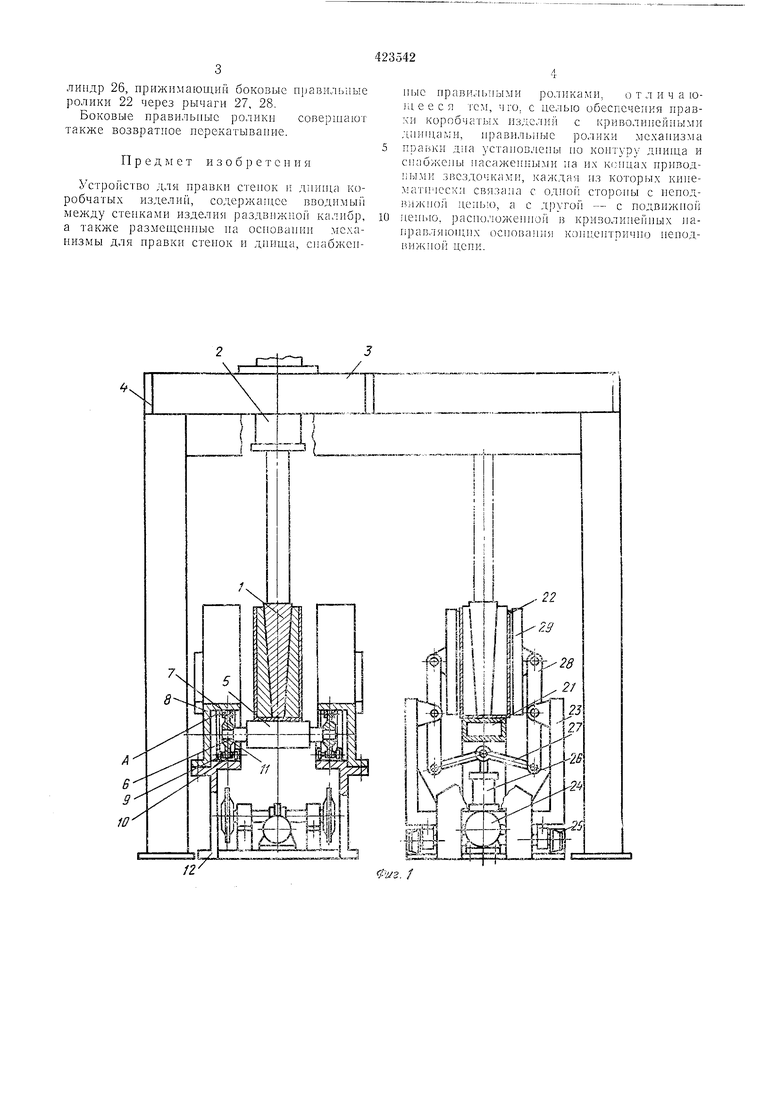
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - механизм правки днища.
Устройство состоит из раздвижного клинового калибра 1, соединенного с гидроцилипдром 2. Гидроцилиндр укреплен на тележке 3, которая может перемещаться по стойкам 4.
Правка диин,а изделия пронзводится на правильных, образующих контур днища, роликах 5 с приводными звездочками 6, носаженными на КОНЦЕ Г роликов. Приводные звез9
ДОЧКИ с одной стороны находятся в зацепленин с пенодвижпой цепью 7, закрепленной на верхнем основапнн 8.
С другой стороны звездочки находятся в зацеплении с подвижной цепью 9, имеющей боковые ролики 10, которые могут перемениться в нанравляющих 11, прикрепленных к н жнему оснсванию 12. Направляющие изогнуты по форме днища.
Подвижные цепи 9 (фиг. 2) замкнуты через промежуточные 13, натяжпые 14 и приводные 15 и 16 звездочки. Приводные звездочкц получают возвратно-вращательное движение от шестерен 17 и 18, находящихся в зацепленип с рейками гпдравлических приводов 19 н 20. Правка боковых степок производится закрепленными на ненодвнжном основании 21 правильными боковымп роликами 22 при перемеп1,енип тележки 23.
Тележка перемещается гидроцилиндром 24 по направляющим 25. Прижим боковых правильных роликов к боковым поверхностям осуществляется гндроцилиндром 26 через рычаги 27, 28 и боковые плиты 29.
Сначала изделие устанавливается для правки днища на правильные ролики 5, расположенные но контуру криволинейного дниHia. Внутрь коробчатого пзде.тия вставляется К1здвнжно1 клл1иовоГ1 калибр 1 и гидроцилипдр 26, прижимающий боковые правильные ролики 22 через рычаги 27, 28.
Боковые правильные ролики совершают также возвратное перекатываипе.
Предмет изобретения
Устройство для правки с1еиок и дш-пиа коробчатых изделий, содержаиюе вводимый между стенками изделия раздвижной калибр, а также размещеппые иа осповаипи механизмы для правки стеиок и динпиц спабжеиные правильными роликами, отличающееся тем, 41-0. с иелью обеспечения иравки коробчатых издс;ип1 с криволинейными дннщамн, правильные ролики механизма правки дна установлены но контуру днища и снабжены насажеипьши на их ко-ннах иривод 1ыми звездочками, .каждая из которых кииемгггнчсскн связана с одноГ; стороны с непод1 ижно; 1 цепью, а с другой - с подвижпой неныо. расположенной в криволинейных наг:рав,тя10Н1;пх 1)спованпя копи.ептрично неподвижной цепи.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| ПУТЕВАЯ МАШИНА | 2003 |
|
RU2248423C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ НАВОЗА ИЗ-ПОД РЕШЕТЧАТЫХ ПОЛОВ | 2001 |
|
RU2222942C2 |
| Устройство для калибровки труб | 1982 |
|
SU1094637A1 |
| Передвижной стенд для ремонта думпкаров | 1989 |
|
SU1673239A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| Устройство для правки свеклорежу-щиХ НОжЕй | 1979 |
|
SU812381A1 |
| УСТРОЙСТВО ДЛЯ СУШКИ ТОПЛИВНЫХ БРИКЕТОВ | 1992 |
|
RU2039004C1 |
| ТЕЛЕСКОПИЧЕСКОЕ УСТРОЙСТВО СКРЕБКОВОГО КОНВЕЙЕРА | 2001 |
|
RU2209756C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |

