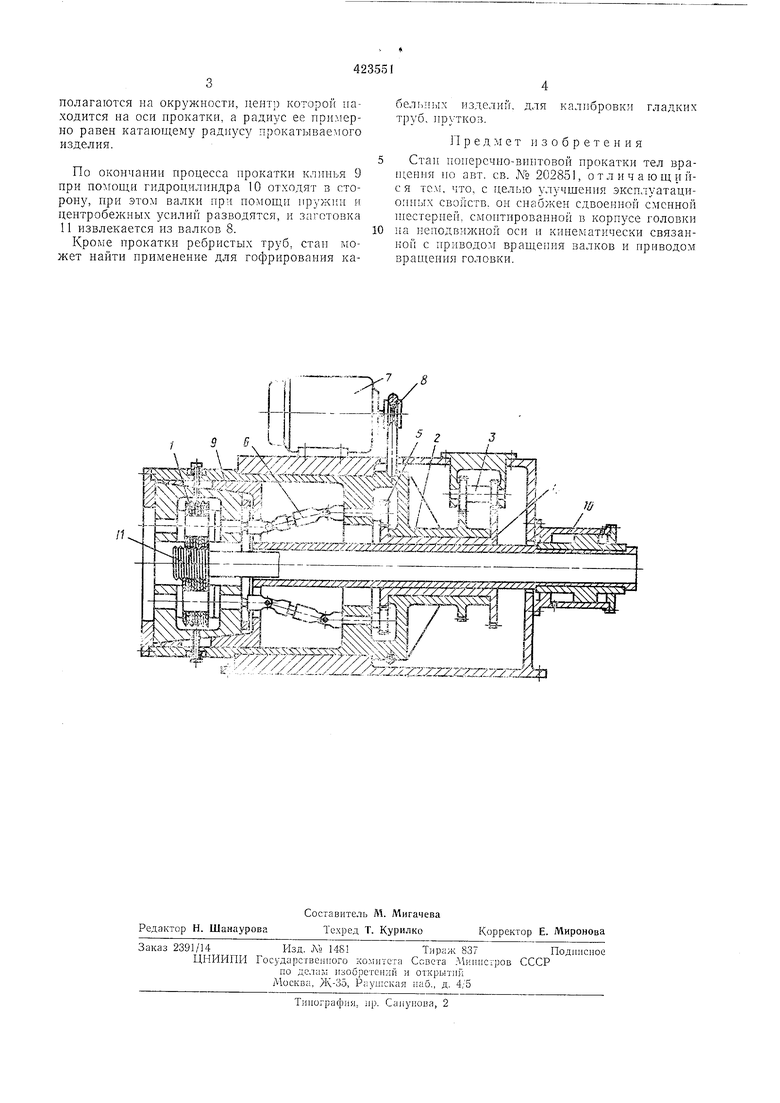
Изобретение относится к области обработки металлов давлением и гожет быть использовано при изготовлении прокатки тел вращения, например ребристых труб. Известен стан по основному авт. св. № 202851, включаюш,ий головку с калиброванными валками и правильно-подающий механизм, в котором валки смонтированы во вращающейся приводной головке и выполнены приводными. Предлагаемый стан позволяет улучщить эксплуатационные свойства за счет того, что он снабжен сдвоенной сменной шестерней, смонтированной в корпусе головки на неподвижной оси и кинематически связанной с приводом вращения валков и приводом вращения головки. На чертеже схематично изображен стан поперечно-винтовой прокатки тел вращения, продольпый разрез. Стан имеет прокатные валки 1, расположенные косо во вращающейся головке 2. Враи,ающиеся головка и валки связаны между собой при помощи сдвоенной сменной шестерни 3, смонтированной на неподвижной оси центрального зубчатого колеса 4, сателлитных шестерен 5 и шарнирных муфт 6. Вращение головки осуществляется от электродвигателя 7 при помощи клиноременной передачи. Радиальные перемещения валков 8 осуществляются клиньями 9 от гидроцилиндра 10 с полым П1ТОКОМ. Развод валков осуществляется пружинами при отводе клпньев. Работа стана заключается в следующем. Перед пaчaлo i работы валки 1 разведены п совершают планетарпое вращенпе при наличии жесткой кинематической связи с головкой 2 через сдвоенную сменную шестерню 3, центральное зубчатое колесо 4, сателлитные щестерни 5 п шарнирные муфты 6. Головка вращается от электродвпгателя 7. При подаче заготовкп 11 через центральное отверстие в зону валков последние сводятся 9 от гидроцплиндра 10. Валки внедряются в заготовку на заданную глубину и накатывают на ней профпль ребер. Благодаря развороту валков относительно оси прокатки па соответствующпй угол па заготовке образуются спиральные ребра и осуществляется осевое перемещение заготовки путем самозатягпванпя. Bpanienne заготовки на стапе исключается благодаря подбору передаточпого отнощепия сдвоеппо смеппой niecTepneii 3, прп котором центры мгновенного вращения валков при их планетарном вращепии вместе с головкой рас3
полагаются на окружности, центр которой находится на оси нрокатки, а радиус ее при.мерно равен катающему радиусу прокатываемого изделия.
По окончании процесса прокатки клннья 9 при гидроцилиндра 10 отходят в сторону, при этом валки при помощп пружин и центробежных усилий разводятся, и зр.готовка 11 извлекается из валков 8.
Кроме прокатки ребристых труб, стан может найти применение для гофрирования ка4
бельпых изделий, для
калибровки гладких труб, Прутков.
1 р е д м е т изобретения
Стаи поперсчно-виптовой прокатки тел вращения по авт. св. ЛЬ 202851, отличающийся тем. что, с целью улучшення эксплуатационных свойств, он снабжен сдвоенной сменной шестерней, смонтированной в корпусе головки на неподвижной оси и кинематически связанной с приводом вращения валков и ириводом вращеиия головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1967 |
|
SU202851A1 |
| Стан поперечно-винтовой прокатки осесимметричных деталей | 1974 |
|
SU538796A2 |
| Стан для прокатки зубчатых профилей | 1977 |
|
SU910296A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ПЛАНЕТАРНЫЙ ПРОКАТНЫЙ СТАН | 1965 |
|
SU175025A1 |
| СТАН ДЛЯ ПРОКАТКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОФИЛЕМВС^^СОЮЗНАКгч</•'•;C:^'P-T?XHI!St::.•"'-''1ИОТ~'-^Л | 1971 |
|
SU315498A1 |
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1973 |
|
SU372010A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Стенд для прокатки цилиндрических зубчатых колес | 1985 |
|
SU1260091A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
,
,1 X
/: Vri;i;-. -4 М К ..-f.Vv. j м
|.X;Uu,:3:p:: - : ssbU-jx l / , TftcvVf Г
p2Z22ZZ2ZZ22Zfe222k SSz62S;
