(S) СТАН ДЛЯ ПРОКАТКИ ЗУБЧАТЫХ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для прокатки цилиндрических зубчатых колес | 1985 |
|
SU1260091A1 |
| Стан для прокатки зубчатых колес | 1977 |
|
SU921659A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Стан для прокатки зубчатых профилей | 1987 |
|
SU1468634A1 |
| Стан для накатки зубчатых профилей | 1991 |
|
SU1810196A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Стан для прокатки зубчатых колес | 1989 |
|
SU1750824A1 |
| Стан для накатки зубчатых профилей | 1985 |
|
SU1402398A1 |
| Способ прокатки зубчатых колес и стан для его осуществления | 1977 |
|
SU732062A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1279723A1 |
....
Изс Зретение относится к обработке металлов давлением и момет быть использовано при прокатке зубчатых колес .
Известен стан для горячей прокатки зубчатых колес, у которого ось первого зубчатого валка неподвижна, а ось второго валка выполнена подвижной в направлении оси первого валка. Вращение заготовки производится за счет зубчатого колеса, размещенного на одной оси с -заготовкой и кинематически связанного с зубчатыми валками
Недостатком этого стана является то, что в процессе прокатки колес, особенно в начале деления, отсутствует жесткая кинематическая связь между валками и заготовкой. Это приводит к погрешностям процесса деления и, снижает качество изделий.
Наиболее близким по технической сущности и достигаемому результату к предложенному изобретению является стан для прокатки зубчатых профилей
а
содержаиий подвижный и неподвижный суппорт с форис С1бразующими валками, а также размещенные в центральной рамке верхний приводной шпиндель и нижний холостой шпиндель с первым гидроцилиндром его осевого перемеще ния CU-Однако в известном стане кинематическая цепь вращения верхнего шпинде ля не является жесткой из-за наличия универсального шпинделя в этой цепи. Кроме того, в процессе эксплуатации возрастают зазбры в направляющих для перемещения шпинделей, а тгк как шпин дели закреплены в центральной рамке
ts консольно, то образуется перекос заготовки относительно валков. Все это снижает точность прокатываемых изделий.
Целью изобретения является повыМшение точности изделий.
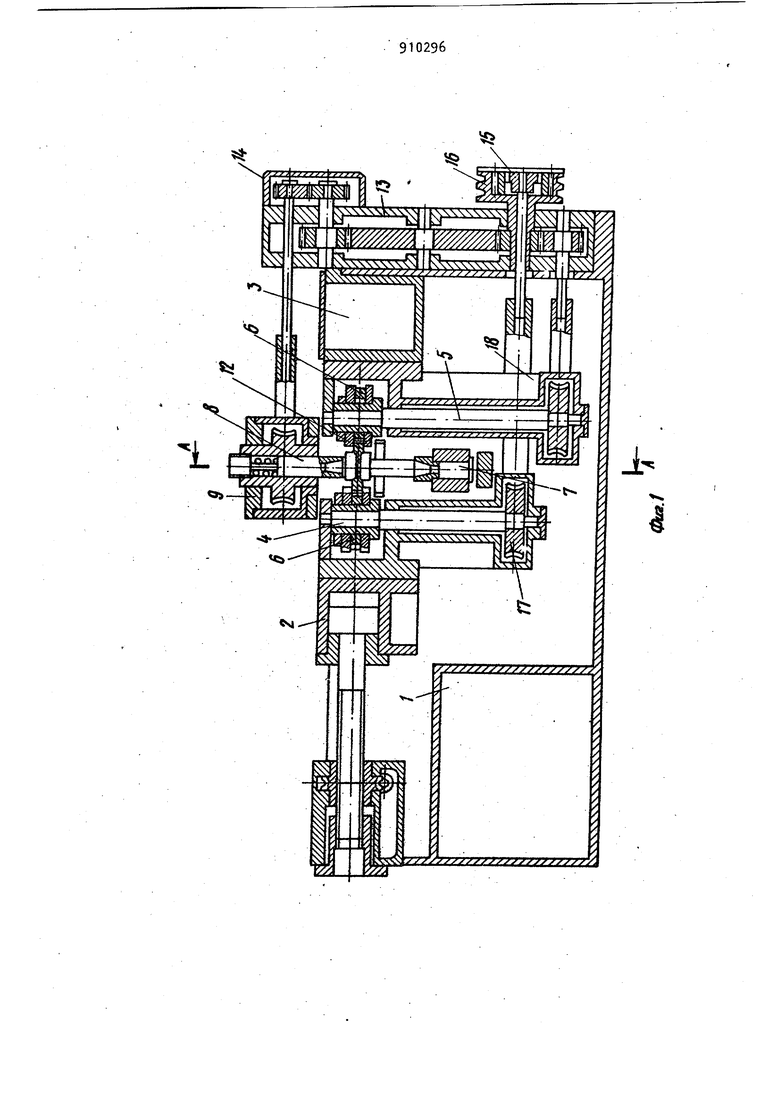
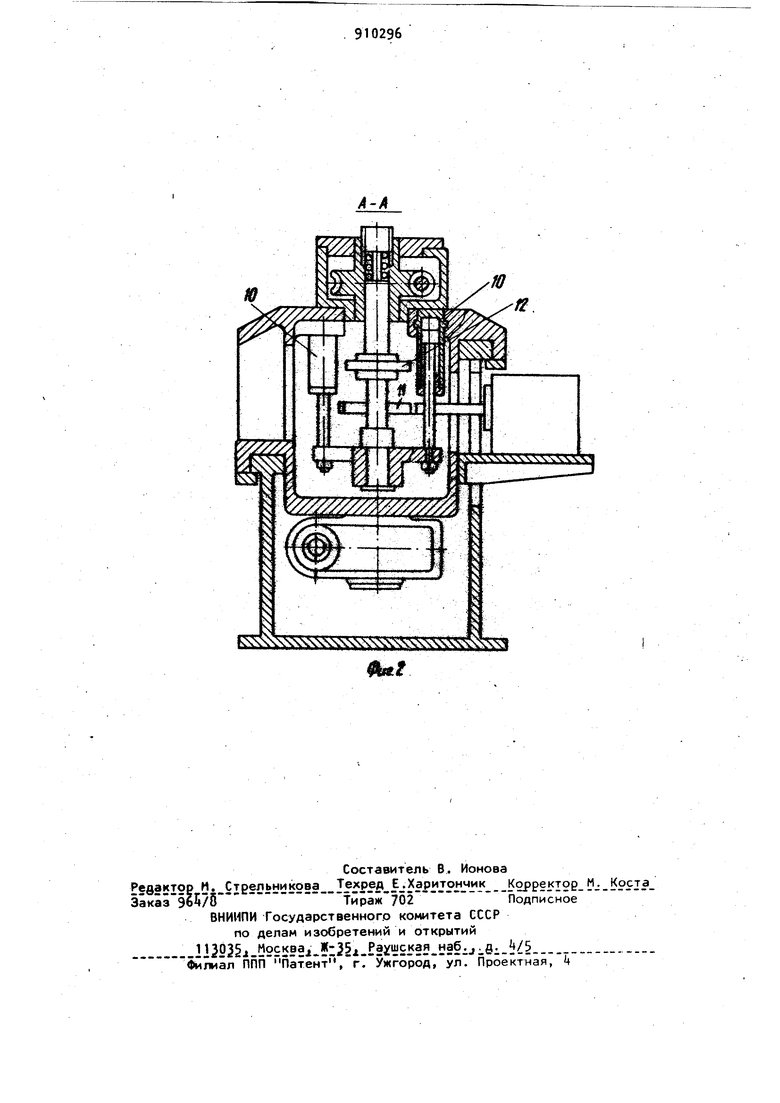
Поставленная цель достигается тем, что станснабжен установленными в центральной рамке червячным редукто391ром, связанным с верхним шпинделем, и вторым гидроцигмндром осевого nepeмещения нижнего шпинделя, установленным симметрично первому гидроцилиндру относительно оси нижнего шпинделя и связанным с первым гидроцилиндром и со шпинделем. Червячное колесо редуктора смонтировано на верхнем шпинделе. Кроме того, связь первого гидроцилиндра с вторым и с нижним шпинделем осуществлена посредством штоков гидроцилиндров. i На фиг. 1 показан продольный разрез стана; на (иг. 2 - разрез Л-А (. 1. Стан содер)(ит станину 1, нанаправ ляющих которой расположены подвижный суппорт 2 и неподвижный суппорт 3 со шпинделем t и 5 и установленными на них зубчатыми валками 6. Между подвиж ным и неподвижным суппортами расположена центральная рамка с нижним холостым шпинделем 7 верхним приводным шпинделем 8, червячным редуктором 9 для привода верхнего шпинделя, двумя гидроцилиндрак 1 10 для перемеще ния нижнего шпинделя, которые установ лены симметрично относительно оси шпинделя. На центральной рамке установлен трансформатор с индуктором 11 для нагрева заготовок 12. На станине Установлен раздаточный редуктор 13 со сменными шестернями 1Ц, муфтой угловой настройки 15 и шкивом 16. Раздаточный редуктор соединен вапа и с червячными редукторами 17, 18 и 9 подвижного, неподвижного суппортов и центральной рамки. Стан работает следующим образом. Заготовка 12 загрузочным устройст вом (не показано или вручную загружается в зону гфокатки стана и нижни шпинделем 7 прижимается к верхнему шпинделю 8 и задается в зону индукто ра 11 двумя гидроцилиндрами 10 для нагрева. : Вращение ваЛков 6 и заготовки осу ществляется от электродвигателя чере клинОременную передачу (не показана) шкив 16, раздаточный редуктор 13 с муфтой угловой настройки 15 и сменно шестерней 1, червячные редукторы 9, 17 и 18 и шпиндели 8, t и 5. После нагрева заготовки до темпеатуры прокатки 10.00-1100 0 заготовка идроцилиндрами 10 перемещается в зоу валков, подвижный суппорт 2 переещается и валки накатывают зубья на аготовке. По окончании процесса наатки суппорт 2 отводится, нижний пиндель 7 опускается в исходное поожение. После извлечения изделия из тана и загрузки новой заготовки цикл овторяется. Установка червячного редуктора в инематической цепи вращения верхнео шпинделя обеспечивает жесткую киематичекую связь между валками и заотовкой, а выполнение нижнего шпиндея подвижным от двух симметрично расоложенных относительно его оси гидроилиндров позволяет устранить перекос аготовки относительно валков. Формула изобретения 1.Стан для прокатки зубчатых профилей, содержащий подвижный и неподвижный суппорт с формообразующими валками, а также размещенные в центральной рамке верхний приводной шпиндель и нижний холостой шпиндель с первым гидроцилиндром его осевого перемещения, отличающийся тем, что, с целью повышения точности изделий, он снабжен установленными в центральной рамке червячным редуктором, связанным с верхним шпинделем, и вторым гидроцилиндром осевого перемещения нижнего шпинделя, установленным симметрично первому гидроцилиндру относительно оси нижнего шпинделя и связанным с первым гидроцилиндром . и со шпинделем. 2.Стан по п. 1, отли чающийся тем, что червячное колесо редуктора смонтировано на шпинделе. 3.Стан по п. 1, о т л и ч а ющ и и с я тем, что связь первого гидроцилиндра с вторым гидроцилиндром и с нижним шпинделем осуществлена посредством штоков гидроцилиндров. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР Н- , кл. 6 21 Н 5/00, 1963 (прототип) .
