известны станки для накатки резьбы головкой с вмонтированными в нее неприводными роликами.
Предложенный стан поперечно-винтовой прокатки тел вращения, например ребристых труб, отличается от известных тем, что во вращающейся ириводной головке смонтированы приводные валки; привод валков и головки осуществлен через планетарную передачу, на два входных звена которой подводятся равные по величине и противоположные по направлению крутящие моменты от двух электродвигателей или от одного электродвигателя через дополнительный планетарный дифференциал и две зубчатые передачи. Правильно-подающий механизм выполнен плавающим в осевом направлении. Осевые перемещения используются для подачи импульса от конечных выключателей для выравнивания скоростей.
Все это обеспечивает осевое перемещение П1рокатьгваемой заготовки без вращения, разгрузку прокатываемой заготовки от скручивания моментом прокатки и синхронизацию скорости прокатки заготовки и скорости ее подачи.
прокатывать трубу вращающейся головкой с расположенными в ней неприводными валками. В этом случае заготовка нагружена крутящим моментом прокатки и может быть скрученной.
Для устранения скручивания заготовки в процессе прокатки предложена схема планетарной прокатки ребристых труб.
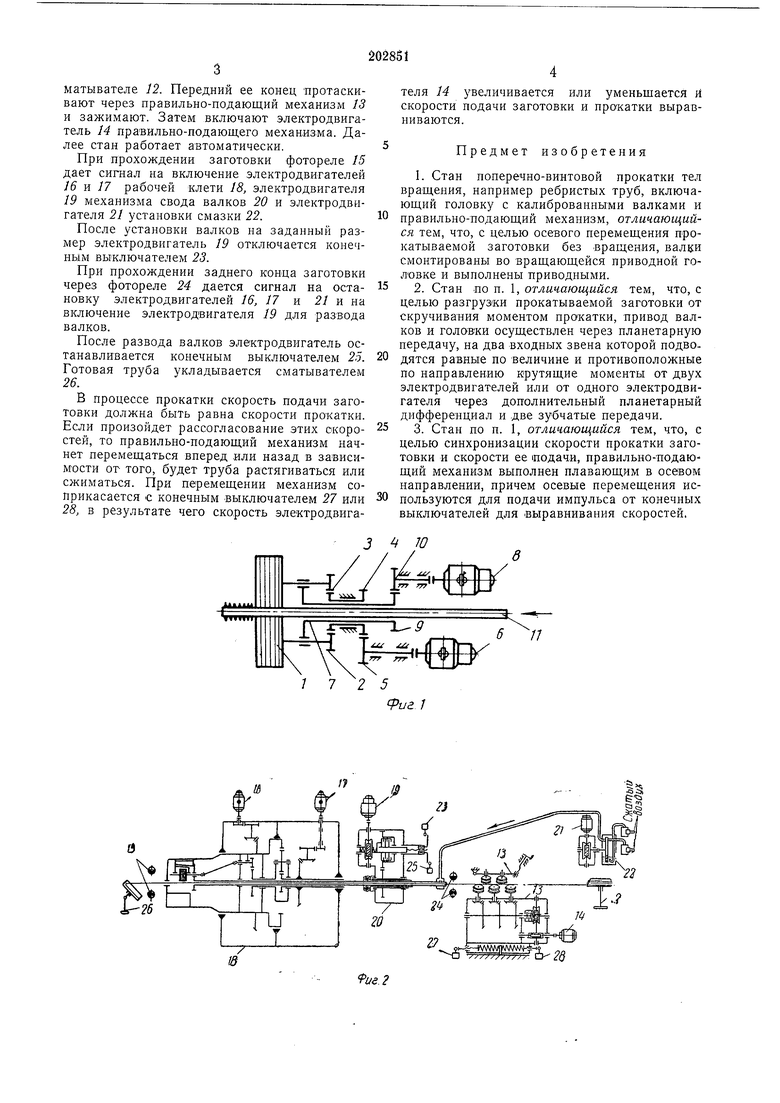
На фиг. 1 изображена принципиальная схема планетарной прокатки ребристых труб; на фиг. 2 - кинематическая схема стана.
Валки / через зубчатые колеса 2 и 3, а. также 4 к 5 вращаются от электродвигателя 6, а головка 7, в которой расположены валки, -от электродвигателя 8 через зубчатые колеса 9 и 10. Прокатываемая труба 11 не будет нагружаться крутящим моментом лишь в том случае, если крутящие моменты па колесах 3 и 9 будут равны и направлены противоположно.
Это исключает скручивание заготовки.
Равенства моментов колес 5 и 9 и противоположного их направления достигают регулированием электродвигателей 6 vi 8. Равновесия моментов можно добиться и при одном электродвигателе, если в кинематическую схему ввести дополнительный планетарный дифференциал и две зубчатые передачи.
матывателе 12. Передний ее конец протаскивают через правильно-подающий механизм 13 и зажимают. Затем включают электродвигатель 14 правильно-подающего механизма. Далее стан работает автоматически.
При прохождении заготовки фотореле /5 дает сигнал на включение электродвигателей 16 и 17 рабочей клети 18, электродвигателя 19 механизма свода валков 20 и электродвигателя 21 установки смазки 22.
После установки валков на заданный размер электродвигатель 19 отключается конечным выключателем 23.
При прохождении заднего конца заготовки через фотореле 24 дается сигнал на останоБку электродвигателей 16, 17 и 21 к на включение электродвигателя 19 для развода валков.
После развода валков электродвигатель останавливается конечным выключателем 25. Готовая труба укладывается сматывателем 26.
В процессе прокатки скорость подачи заготовки должна быть равна скорости прокатки. Если произойдет рассогласование этих скоростей, то правильно-подающий механизм начнет перемещаться вперед или назад в зависиМости от- того, будет труба растягиваться или сжиматься. При перемещении механизм соприкасается € конечным выключателем 27 или 28, в результате чего скорость электродвига- V/Л да
т т «-м
теля 14 увеличивается или уменьщается и скорости подачи заготовки и прокатки выравниваются.
Предмет изобретения
1.Стан поперечно-винтовой прокатки тел вращения, например ребристых труб, включающий головку с калиброванными валками и правильно-подающий механизм, отличающийся тем, что, с целью осевого перемещения прокатываемой заготовки без вращения, валки смонтированы во вращающейся приводной головке и выполнены приводными.
2.Стан -по п. 1, отличающийся тем, что, с целью разгрузки прокатываемой заготовки от скручивания моментом прокатки, привод валков и головки осуществлен через планетарную передачу, на два входных звена которой подводятся равные по величине и противоположные по направлению крутящие моменты от двух электродвигателей или от одного электродвигателя через дополнительный планетарный дифференциал и две зубчатые передачи.
3.Стан по п. 1, отличающийся тем, что, с целью синхронизации скорости прокатки заготовки и скорости ее иодачи, правильно-подающий механизм выполнен плавающим в осевом направлении, причем осевые перемещения используются для подачи импульса от конечных выключателей для выравнивания скоростей.
3 Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1972 |
|
SU423551A1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Составной валок стана винтовой прокатки | 1987 |
|
SU1445828A1 |
| Прокатный стан | 1988 |
|
SU1600867A1 |
| Планетарный стан | 1982 |
|
SU1015939A1 |
| Привод стана холодной прокатки труб | 1987 |
|
SU1482741A1 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
