1
(21)4663475/08 (22)20.03.89 (46)07.08.91. Бюл. № 29
(71)Новополоцкий политехнический институт им Ленинского комсомола Белоруссии
(72)В.А.Данилов (53)621.941.1 (0888)
(56)Патент ФРГ Ne 1294141, кл В 23 В 5/44, 1976.
(54) СПОСОБ ТОЧЕНИЯ МНОГОГРАННОЙ ПОВЕРХНОСТИ
(57)Изобретение относится к обработке металлов резанием и может быть использова но при обработке многогранных поверхностей Цель изобретения расши
рение технологических возможностей путем обработки поверхностей с небольшим количеством граней за счет уменьшения диапазона изменения рабочих углов режущей части резца Эта цель достигается тем, что обработку производят двумя резцами, которым сообщают возвратно-поступательное перемещение в плоскости вращения заготовки Причем первый резец обрабатывает грань от вершины до середины, а второй - от середины до другой вершины грани Возвратно-поступательные перемещения резцов осуществляют как в одной плоскости так и в параллельных или пересекающихся плоскостях, равноудаленных от оси вращения заготовки 3 з.п ф-лы, 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Способ точения многогранных поверхностей | 1989 |
|
SU1748957A1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| Способ резания чашечным самовращающимся резцом | 1975 |
|
SU533452A1 |
| Способ обработки многогранных поверхностей | 1984 |
|
SU1172645A1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Способ точения некруглых в поперечном сечении тел | 1980 |
|
SU884863A1 |
| Способ точения сложных поверхностей | 1990 |
|
SU1722698A2 |
Изобретение относится к обработке материалов резанием и может быть использовано при обработке многогранных поверхностей. Цель изобретения - расширение технологических возможностей путем обработки поверхностей с небольшим количеством граней за счет уменьшения диапазона изменения рабочих углов режущей части резца. Эта цель достигается тем, что обработку производят двумя резцами, которым сообщают возвратно-поступательное перемещение в плоскости вращения заготовки. Причем первый резец обрабатывает грань от вершины до середины, а второй - от середины до другой вершины грани. Возвратно- поступательные перемещения резцов осуществляют как в одной плоскости, так и в параллельных или пересекающихся плоскостях, равноудаленных от оси вращения заготовки. 3 з.п.ф-лы, 5 ил.
Изобретение относится к области обработки материалов резанием и может быть использовано при обработке многогранных поверхностей
Цель изобретения расширение технологических возможностей путем обработки поверхностей с небольшим количеством граней за счет уменьшения диапазона изменения рабочих углов режущей части резца.
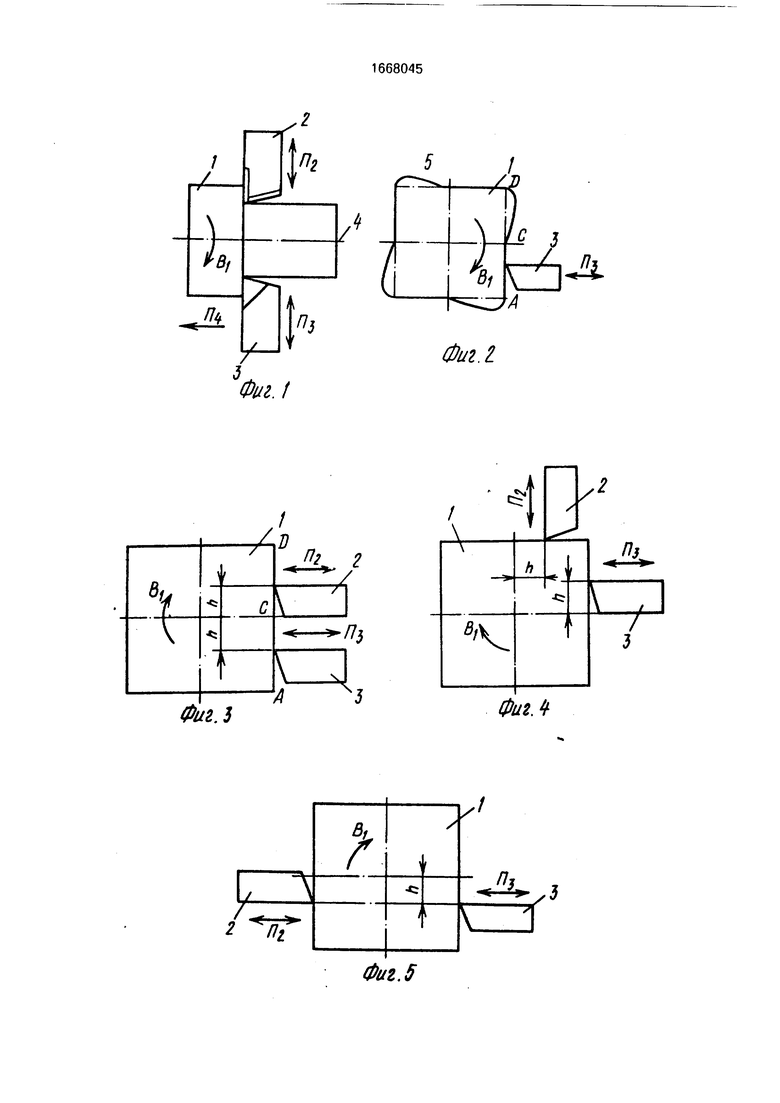
На фиг.1 изображена кинематическая схема обработки многогранной поверхности предлагаемым способом, на фиг.2 - траектория перемещения одного из резцов; на фиг.З - схема обработки при перемещении одного из резцов: на фиг.4 - схема при перемещении резцов в пересекающихся плоскостях; на фиг.5 - схема при перемещении резцов в одной плоскости.
со
с
Многогранную поверхность на заготовке 1 обрабатывают резцами 2 и 3, которые устанавливают один над другим с возможностью перемещения в двух параллельных плоскостях, равноудаленных от оси 4 заготовки 1 на расстояние h. В процессе обработки заготовке сообщают вращение Bi вокруг оси 4, а резцам 2 и 3 - независимые друг от друга возвратно-поступательные движения соответственно П2 и Пз и движение подачи Пз вдоль образующей многогранной поверхности. Отношение частоты движения П2 (Пз) и частоты вращения Bi задают равным числу граней на обработанной поверхности.
Движения и Пз взаимосвязаны с вращением Bi в соответствии с профилем многогранной поверхности, при этом каждым из резцов обработку осуществляют только
О
о
00
о ел
на половине ширины грани, поэтому траектория 5 вершины резца не совпадает с профилем многогранной поверхности (фиг.2). Например, обработку резцом 3 (фиг.2 и 3) осуществляют от нижней вершины А грани до ее середины С, после прохождения которой резец 3 выводят из контакта с заготовкой. Обработку резцом 2 осуществляют от середины грани до ее верхней вершины, для чего резец вводят в контакт с заготовкой перед точкой С и выводят из контакта после прохождения точки D.
Реализация предлагаемого способа возможна при различном относительном расположении резцов и заготовки. Первый вариант (фиг.З) характеризуется тем, что резцам 2 и 3 сообщают возвратно-поступательные перемещения в параллельных плоскостях, равноудаленных от оси 4 вращения заготовки на расстояние h. Такое расположение резцов позволяет обрабатывать многогранные поверхности как с четным, так и нечетным количеством граней, что является поеимуществом этой схемы обработки.
Если ширина грани не позволяет разместить резцы в параллельных плоскостях, то их устанавливают в пересекающихся плоскостях (фиг.4), удаленных от оси вращения на расстояние h (в частном случае ).
При обработке изделий с четным числом граней оба резца могут быть установлены с возможностью перемещения в одной плоскости, удаленной от оси вращения заготовки на расстояние h, где h 0 (фиг.5).
Величину h во всех случаях выбирают исходя из геометрического резца (значения его статического переднего угла) и обеспечения одинакового по модулю изменения рабочих углов в процессе обработки многогранной поверхности. Например, при обработке многогранных поверхностей с плоскими гранями резцами, статический передний угол у которых равен нулю, величина h определяется зависимостью
h г tg
2Л
4N
где г - радиус окружности, вписанной в поперечное сечение многогранной поверхности.
Во всех случаях контакт каждого резца с заданной многогранной поверхностью осуществляется на половине ширины грани, поэтому соответственно уменьшается диапазон изменения рабочих углов режущей
части резцов по сравнению с вариантом, когда контакт резца с заготовкой осуществляется по всей ширине грани.
Известно, что сила резания существенно зависит от величины переднего угла, поэтому уменьшение диапазона его изменения позволяет уменьшить диапазон колебания силы резания за время контакта резца с обрабатываемой гранью, что способствует повышению качества обработки. Кроме того, при меньшем диапазоне изменения переднего угла улучшаются условия резания, что также повышает качество обработки,
Сужение диапазона изменения переднего и заднего углов режущей части позволяет увеличить угол заострения резца и тем самым повысить прочность режущей части, что является резервом увеличения производительности обработки.
Значительное (до 2 раз) уменьшение диапазона изменения рабочих углов режущей части позволяет обрабатывать предлагаемым способом многогранные поверхности,
которые практически не могут быть обработаны известным способом.
Формула изобретения
вращение, а двум резцам - согласованное с ким возвратно-поступательное перемещение в плоскости вращения заготовки и относительное движение подачи, отличающ и и с я тем, что, с целью расширения технологических возможностей путем уменьшения диапазона изменения рабочих углов режущей части резцов, каждую грань обрабатывают обоими резцами, причем
первым резцом - от одной ее вершины до середины, а вторым -от середины до другой вершины этой грани.
г
Фиг./
Фиг.1
Фиг..
