1
Изобретение относится к области высокочастотной сварки металлических изделии и может быть ирименено при производстве труб, свариых балок и других изделий.
Известен способ .высокочастотной сварки с использованием поверхностного эффекта и эффекта близости, при котором сходящиеся под острым углом свариваемые кромки нагревают током высОКой частоты, оплавлядот и сдавливают. Этот с.пособ нашел широкое нрименение в производстве сварных труб, профилей проката, при сварке трубчатых оболочек, приварке ребер к трубам.
Существенной особенностью этого снособа высокочастотной сварки является то, что ток высокой частоты протекает тю свариваемым кромкам во встречных направлениях и проходит через место их соединения.
В месте соединения кромок происходит их оплавление. Оплавление кромок обуславливается как выделением тенла вследствие протекания тока вдоль кромок, так и концентрированием выделения тепла в местах, где кромки при встрече соприкасаются одна с другой. Процесс сварки устойчив, когда скорость сближения кромок превышает скорость их оплавления. В противно.м случае точка соединения кромок все время уходит 1вперед вместе с движением свариваемых кромок, кромки 1выгорают, образовавшийся зазор захлоиывается
(иод действием усил-ия осадки), образуется новая точка соединения кромок в месте, где кромки еще не начали оплавляться ,и далее процесс повторяется; процесс протекает неустойчиво, качество сварки невысоко.
Скорость сблнжения кромок равна пронзведению скорости сварки на тангенс угла схождения кромок, поэтому для каждого процесса существуют критические углы схождения кромок, когда уменьп1ение угла приводит к нестабильностн процесса сварки.
При сварке толстостенного изделия, когда скорости сварки невелики и трудно получить большне величины углов схождения кромок, трудно добиться стабилизации процесса сварки известиым способом, т. е. измеиением параметров технологии.
Предлагаемый способ сварки обеспечивает стабильный процесс оплавления и соответственно высокое качество сварного соединения при малых углах схождеиия кромок.
Сущность предлагаемого способа заключается .в ТОЛ, что пернодически изменяют угол схождения кромок с частотой, превышающей частоту собственных колебаний процесса. При этом характер процесса оилавления изменяется: уменьшается выгорание металла, увеличивается поперечное оплавление и уменьшается продольное оплавление, стабилизируется положснне точки электрического спсдииепмя кромок.
Осуществлять 11;рС:Длагаемы11 способ можно. например, сообщая колебания кромкам с помощью колебаний направляющего устроГства либо приводя 13 ко;юб;г с; 1Л1ое ;а.Т кн обжимного vTponcT3a.
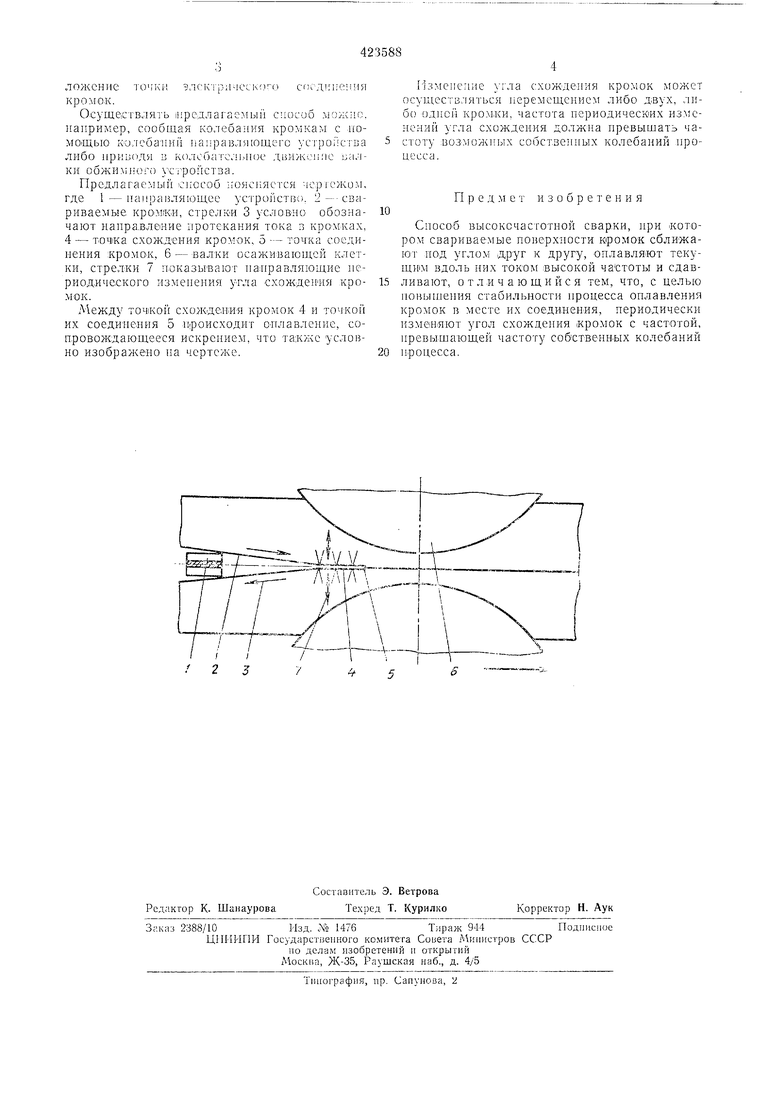
Предлагаемый способ поясняется чертежом, где 1 - направляющее устройство, 2---свариваемые кроолки, стрелКИ 3 услоВНо обозначают наира,Бле1Ние протекания тока з кролжах, 4 - точка схождения кромок, 5 - точка соединения кромок, 6-валки осаживаю-щей клетки, стрелки 7 показывают направляющие периодического нзмеиения угла схожден-ия кромок.
Между TOMiKoii ехождеиия кромок 4 и точкою их соединения 5 П(роисходит оглавление, сопровождающееся искрением, что также уеловно изображено на чертеже.
4
Изменение лтла схождения кромок может оеущеетв.тяться неремещением либо двух, ОД1ЮЙ кромки, частота периодических из енепин угла схождения должна нревыщать частоту возможных собственных колебаний процесса.
П р е д Л е т изобретения
Способ высокочастотной сварки, при котором свариваемые поверхноети кромок сближают нод углом друг к другу, онлавляют текущи М вдоль них током высокой частоты и сдавливают, отличающийся тем, что, с целью повьппения стабильности процесса оплавления кромок в месте их соединения, периодически изме Н|ЯЮт угол схождения кромок с частотой, нревыщающей частоту собственных колебаний нроцесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб | 1971 |
|
SU442632A1 |
| В П ТБ ФОНД енооЕртое | 1973 |
|
SU396216A1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА СВАРКИ | 1967 |
|
SU194992A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU334025A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| Способ высокочастотной стыковой сварки | 1980 |
|
SU980972A1 |
| Способ высокочастотной сварки труб и устройство для его осуществления | 1985 |
|
SU1320035A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2009 |
|
RU2393036C1 |
