Известен индуктор, содержащий магнитопровод, обмотку, экран дя уменьшения магнитных потоков рассеяния, который обеспечивает нагрев свариваемых кромок только одного шва.
В настоящее время появилась необходимость сваривать одновременно два или несколько швов. Это, в частности, нужно при высокочастотной сварке двухшовных труб, двутавров и других изделий.
Для сварки каждого из щвов таких изделий сейчас применяются отдельные индукторы, имеющие свой магвитоировод, обмотку, экран и, в некоторых случаях, сменные рабочие наконечники. Однако это повышает расход трансформаторного железа, меди, изоляционных материалов и вероятность выхода из строя отдельных элементов нескольких индукторов, что, в свою очередь, снижает надежность всей сварочной установки в целом.
Описываемый индуктор предназначен для высокочастотной сварки изделий с двумя или несколькими швами и имеет магнитопровод и обмотку для одновременной сварки этих швов. С этой целью магнитопровод индуктора разветвлен и снабжен сменными рабочими наконечниками, установленными с возможностью иеремещения относительно основного магнитопровода и располагаемыми над сварными швами.
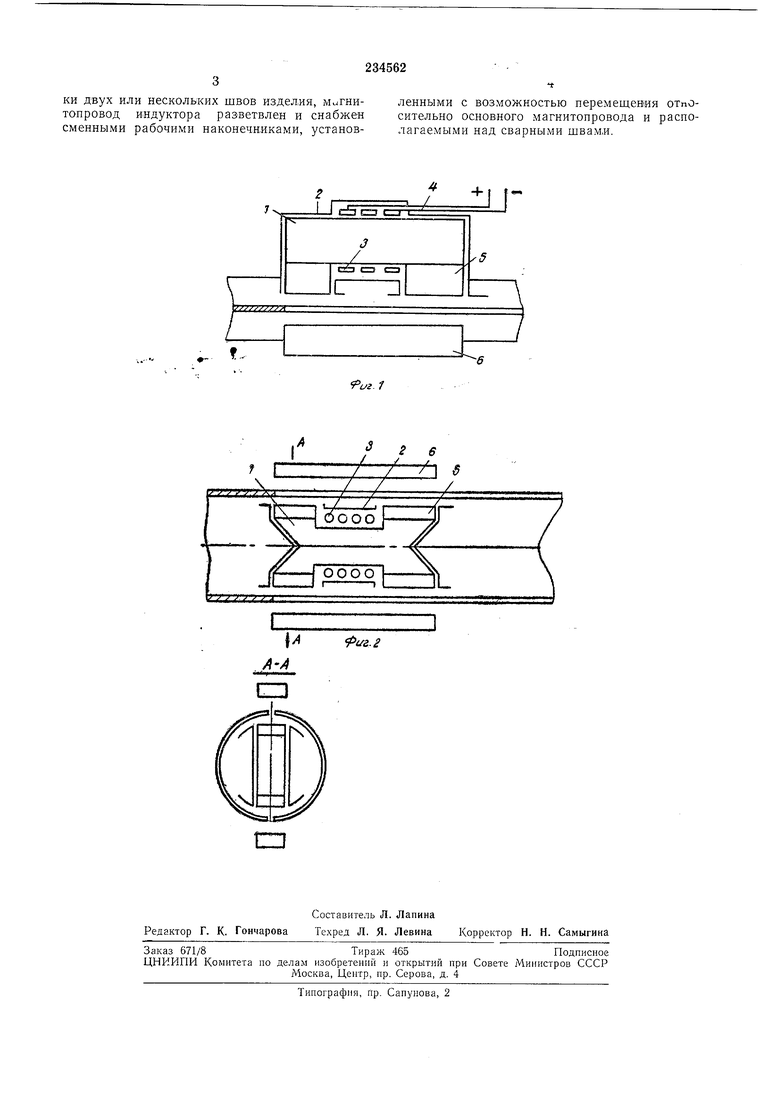
На фиг. 1 изображен индуктор, вид сбоку; на фиг. 2 - то же, для сварки двухшовных труб и разрез по А-А.
Индуктор состоит из основного магнитоировода /, который для уменьшения потоков рассеяния заключен в экран 2 из немагнитного материала, обмотки 3 с токоиодводящимп выводами 4 и сменных рабочих наконечников 5.
Магнитный иоток, индуктирующийся в основном магнитопроводе /, разветвляется на два потока, которые проходят в сварочные зазоры каждого из швов и замыкаются через магнитные сердечники 6. При этом магнитный поток нагревает одновременно два шва. Конструктивно индуктор может быть выполнен таким образом, чтобы одновременно производить нагрев большего количества швов.
Регулировать степень нагрева можно как перемещением рабочих наконечников, так и перемещением магнитных сердечников относительно индуктора.
25Предмет изобретения ки дъух или нескольких швов изделля, МиГНитопровод ИНдуктора разветвлен и снабжен сменными рабочими наконечниками, установленными с возможностью перемещения отпосительно основного магнитопровода и располатаемыми над сварными швам.и.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU912445A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| Способ индукционного нагрева кромок под сварку | 1970 |
|
SU315397A1 |
| Высокочастотное сварочное устройство | 1970 |
|
SU312458A1 |
| Индуктор для высокочастотной сварки | 1975 |
|
SU837674A1 |
| Индуктор для высокочастотной сварки металлических изделий | 1974 |
|
SU538855A2 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| Устройство для принудительного формирования сварного шва | 1977 |
|
SU733900A1 |