1
Изобретение относится к области электрохимической обработки металлов и может быть применено для управлеиия работой электрохимических станков с гидроэлектрическими схемами слежения за зазором.
Известно устройство для электрохимической обработки деталей сложной формы, выполненное в виде электромеханической системы, включающее опорный механизм с электрическими контактами, взаимодействующими с электрическими датчиками.
К недостаткам известного устройства относится неудовлетворительная точность обрабатываемых изделий, обусловленная наличием зазоров во многочисленных сочленениях применяемого в нем рычажного механизма.
В предложенном устройстве для повынления точности обработки и облегчения обслуживания станка электромеханическая система вынолнеиа в виде двух роликов, установленных свободно на осях и взаимодействующих посредством бесконечной ленты с фиксацией рабочего положения от электромагнита, не требующего поднастройки рабочего зазора во время работы станка, так как этот зазор настраивается один раз нри сборке роликов за счет установки мерной щайбы, размер которой подгоняется нод рабочий зазор.
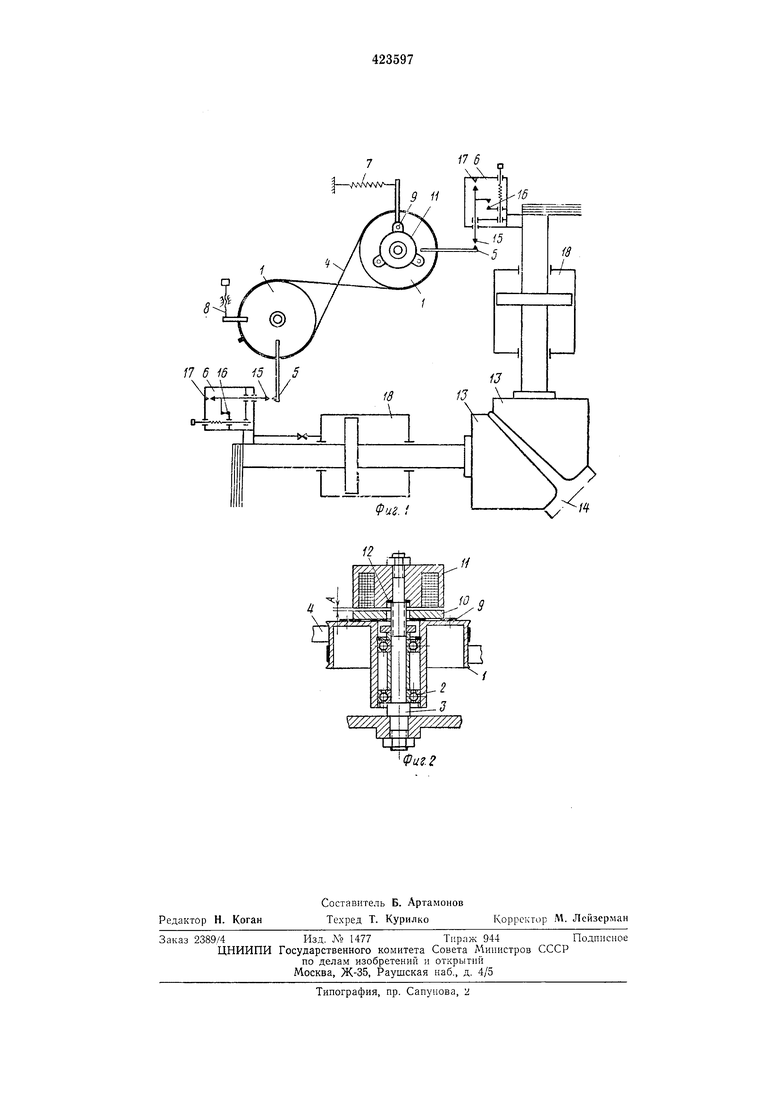
Иа фиг. 1 представлено устройство для электрохимической обработки одновременно
2
двумя электродами-инструментами; на фит. 2 - ролик с электромагнитом в разрезе. Предложенное устройство состоит iis двух роликов 1, закрепленных в подшипниках 2 на осях 3. Ролики связаны между собой посредством бесконечной перекрещивающейся .металлической ленты 4. На роликах закреплены электрические контакты 5, которые взаимодействуют с электроконтактами датчиков
G. Ролико-ленточная снстема упруго поджил;ается пружиной растяжения 7 к жесткому регулируемому упору 8. С одним из роликов 1 через нластпнчатую нрулчину 9 неподвижно в радиальном положении закреплен якорь
электромагнита 10, который в осевом положении за счет эластичности пружины 9 имеет свободу движения. Па удлиненной оси ролика 1 неподвижно закреплен сердечник 11. Между сердечникол и якорем выдержан определенный рабочий зазор А за счет мерной 1найбы 12.
Устройство работает следующим образом. В ис.ходном положении электроды 13 станка отведены от обрабатываемой детали 14,
электрические контакты 5 устройства под действием пружины 7 разведены по отнощению датчиков в крайние положения, ограниченные упором 8. Электромагнитный фиксатор - якорь 10 и сердечник 11 выключены, т. е.
между якорем и сердечником образован за3
зор А, и ролики 1 находятся в свободном состоянии на осях 3. При включении автоматического цикла обработки включаются электромагниты золотников гидронилиндров станка, электроды 13 идут в деталь, контактные датчики б, жестко связанные со штоками гндроцилиндров, а значит и с электродами 13, нодходят к контактам 5. При этом контакты 15 датчиков унираются в контакты 5 устройства и новорачивают их. Контакты 16 якоря датчика размыкаются, якорь унирается в контакт Г/.
Симметрия ноложеиня электродов достигается условием одновременного замыкания контактов 17. Если один из электродов онережает другой, то связанньш с ним контактный датчик 5 новорачивает контакт 5 с большей скоростью и через ролики 1 и ленту 4 открывает второй контакт 5 от противоноложного датчика. При этом .контакт 17 отставшего электрода нод действием нружины якоря датчика размыкается, что вызывает включение золотника гндроцилиндра 18 соответствуюш.его электрода до тех нор, нока второй электрод не займет симметричного ноложения.
Электроды симметрично двигаются к деталн до тех нор, нока один из них не коснется обрабатываемой детали. По сигналу короткого замыкания электроды останавлнваются и включается электромагнитный фиксатор устройства. Якорь 10 притягивается к сердечнику 11, выбирая зазор А. 1-1олол.еиие контактов 5 зафиксировано соответственно короткому замыканию. Одновременно с включением фиксатора включается унравлеиие золотннков от внешних высоковольтных контактов 15, нри замкнутом положении которых электроды идут от обрабатываемой детали. Так как якорь датчика 6 ноднружинен, нри отходе датчика назад контакты 15 остаются замкнутыми до унора якоря в контакт 16. Положение электродов будет определяться положением контактов 5. При одновременно замкнутых контактах 16 и включенном фиксаторе, что соответствует рабоче.му положенню электродов, включается рабочий ток и происходит процесс обработки. Время ненрерывной обработки онределяется настройкой реле времени, по сигналу которого производится «ощупывание. Цикл повторяется до тех нор, нока не
будет разомкнут контакт 15, настроенный на окончательный размер обрабатываемой деталн, после чего все .механизмы станка возвращаются в нс.ходное ноложение.
Г1 р е д .м е т изобретения
1.Устройс1во для электрохнмической обработки деталей еложной формы одновременно двумя электродами-инструментами с синхронизирующей их нодачу электромеханической системой, связанной через электроконтактные датчики с механиз.мами подачи, о тл и ч а ю щ. е е с я те.м, что, с целью повышения точности обработкн путем выборкн люфтов
электромеханическая еистема вынолнена в 5иде двух, связанных посредством бесконечной перекрещивающейся ленты, свободно посаженных на осях роликов, на которых укреплены контакты, взаимодейетвующие с контактамн уно.мянутых датчиков.
2.Устройство но н. 1, отличающееся тем, что снстема, состоящая из двух роликов и бесконечной ленты, унруго поджата к жесткому регулнруемому упору.
3. Устройство но п. 1, отличающееся тем, что, с целью предунреждения коротких замыканий между электродами нутем резкого тор.можения электро.механической системы по сигналу с межэлектродного нромежутка, в
него введен электромагнитный тормоз, якорь которого закреплен иа оеи одного из роликов.
Фи.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1979 |
|
SU887108A1 |
| РЕЛЕ ДАВЛЕНИЯ | 1972 |
|
SU324607A1 |
| ПРИБОР АКТИВНОГО КОНТРОЛЯ ПРИ ХОНИНГОВАНИИ | 1970 |
|
SU272838A1 |
| Устройство для настройки измерительной станции контрольно-сортировочного автомата | 1975 |
|
SU595022A1 |
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2552205C2 |
| Способ определения размеров электрода-инструмента при электрохимической обработке | 1975 |
|
SU545439A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU292743A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |