Изобретение касается области строительства трубопроводов.
РЬвестпа машина для контактной стыковой сварки, содержащая укрепленные в корпусе зажимные устройства, привод онлавления и осадки и два уиорных механизма, восиринимаюн;их усилие осадки, расположенных но обоим концам свариваемого изделия.
Отличием предложенной машины является то, что каждый упорный механизм выполнеи в виде торцовых подпружиненных поворотных упоров, взаимодействуюн-шх с плунжерами, входящими в герметичную полость с жидкостью под заданным давлением, при этом полость одного механизма выполнена в корнусе машины, а полость другого механизма выиолнена в поворотном кольце, установленном на корпусе и имеющем радиальные пазы, взаимодействующие с поверхностью торцовых упоров во время съема сваренного изделия. Это позволяет повысить качество сборки и сварки изделия.
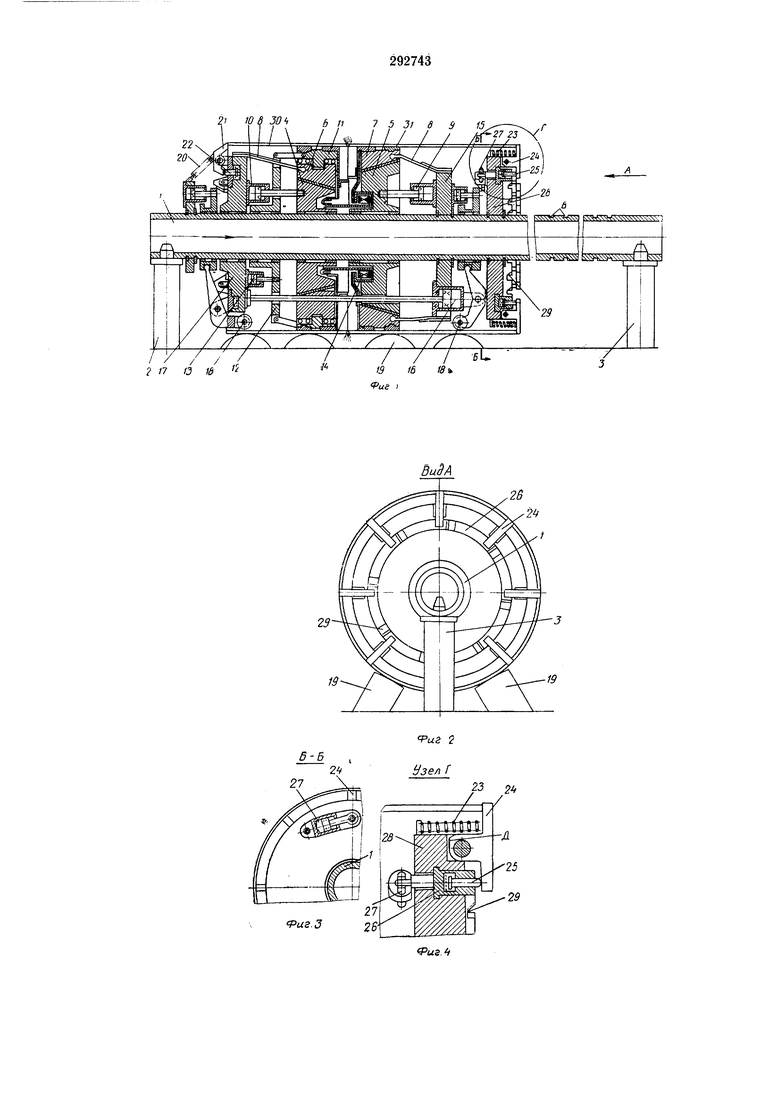
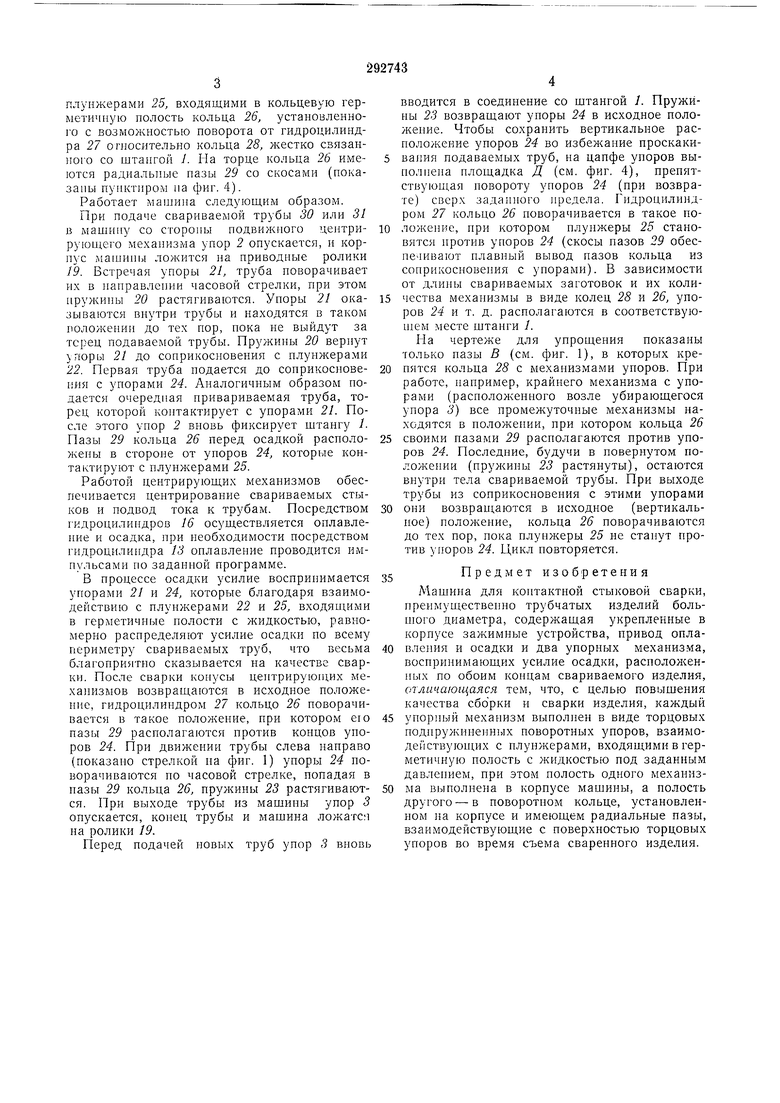
На фиг. I иоказан продольный разрез предлагаемой машины; на фиг. 2 - то же, вид но стрелке Л на фиг. 1; на фиг. 3 - то же, разрез по - Б на фиг. 1; на фиг. 4 - то же, узел Г на фиг. 1.
конусы зажнмны.ч центрируюнщх (несиловых) механизмов, которые взаимодействуют с башмаками 6 и 7, креиящимися на плоских рессорах S. Конусы независимо перемещаются посредством цилиндров 9 и 10. В башмаки 6 вмонтированы на подщипниках качения вкладыши 11, соединенные обн.нм кольцом 12, имеющнм привод от гндроцилиндров 13 для осуществления импульсного онлавления. Выводы вторичиой обмотки сварочного трансформатора 14 соединены гибкими перемычками с токоведущими вставками центрируюнгих бан.п1акоБ.
Привод осадки выполнен в виде жестко скрепленного со щтангой / кольца 15, несущего гидроцилиидры 16 онлавления и осадки, щтоки которых соединены с корпусом 17 левого иодвижного центрирующего механизма. В машине и.меются центрирующие разжимные 18 и приводные 19 ролики.
С левого торца (со стороны нодачи привариваемой трубы) расноложены поворотпые иоднружиненные пружинами 20 упоры 21, контактируюп1ие с плунжерами 22, входящнми внутрь герметнчной кольцевой полости, выполненной в корпусе 17, в которую залита жидкость под заданным давлением. Fla противоположном конце машины имеются поворотные поднружииенные пружинами 23 упоры 24, в свою очередь, взаимодействующие с
плунжерами 25, входящими в кольцевую герметичную полость кольца 26, установленного с возможностью поворота от гидроцилиндра 27 опюсительно кольца 28, жестко связанного со штангой У. На торце кольца 26 имеются радиальные назы 29 со скосами (ноказаны пунктиром на фиг. 4).
Работает машина следующим образом.
При подаче свариваемой трубы 30 или 31 в машину со стороны подвижного центрирующего механизма упор 2 опускается, н корпус машины ложится на приводные ролики 19. Встречая упоры 21, труба поворачивает их в направлении часовой стрелки, нри этом нружины 20 растягиваются. Упоры 21 оказываются внутри трубы и находятся в таком лоложенин до тех нор, нока не выйдут за терец подаваемой трубы. Пружины 20 вернут упоры 21 до соприкосновения с нлунжерами 22. Первая труба подается до сонрикосновения с упорами 24. Аналогичным образом подается очередная привариваемая труба, торец которой контактирует с упорами 21. После этого унор 2 вновь фиксирует штангу /. Пазы 29 кольца 26 перед осадкой расположены в стороне от упоров 24, которые контактируют с плунжерами 25.
Работой центрирующих механизмов обеспечивается центрирование свариваемых стыков и подвод тока к трубам. Посредством гидроцилиндров 16 осуществляется оплавление и осадка, нри необходимости посредством гидроцилиндра 13 онлавление проводится имнульсамп по заданной программе.
В нроцессе осадки усилие воспринимается упорами 21 и 24, которые благодаря взаимодействию с плунжерами 22 и 25, входяншми в герметичные нолости с жидкостью, равномерно раснределяют усилие осадки по всему периметру свариваемых труб, что весьма благоприятно сказывается на качестве сварки. После сварки конусы центрируюн1,их механизмов возвращаются в исходное положение, гидроцилиндром 27 кольцо 26 новорачивается в такое положение, нри котором ею назы 29 располагаются против концов упоров 24. При движеиии трубы слева направо (показано стрелкой на фиг. 1) упоры 24 поворачиваются по часовой стрелке, попадая в пазы 29 кольца 26, пружины 23 растягиваются. При выходе трубы из мащины упор 3 онускается, конец трубы и машина ложатся на ролики 19.
Перед подачей новых труб упор 3 вновь
вводится в соединение со штангой 1. Пружины 23 возвращают упоры 24 в исходное положение. Чтобы сохранить вертикальное расположение упоров 24 во избежапие проскакивания подаваемых труб, на цапфе упоров выполнена площадка Д (см. фиг. 4), преиятствуюн1,ая повороту упоров 24 (при возврате) сверх заданного предела. Гпд юцнлпндром 27 кольцо 26 поворачивается в такое положение, при котором плунжеры 25 становятся нротив упоров 24 (скосы пазов 29 обеснечнвают нлавный вывод пазов кольца из соприкосновения с унорами). В зависимости от длины свариваемых заготовок и их количества механизмы в виде колец 28 и 26, упоров 24 и т. д. располагаются в соответствуюHieM месте щтанги 1.
На чертеже для упрощения показаны только пазы В (см. фиг. 1), в которых кренятся кольца 28 с механизмами упоров. При работе, нанример, крайнего механизма с упорами (расноложенного возле убирающегося унора 3) все промежуточные механизмы находятся в положении, при котором кольца 26
своими пазами 29 располагаются против упоров 24. Последние, будучи в повернутом положении (нрулсины 23 растянуты), остаются внутри тела свариваемой трубы. При выходе трубы из сонрикосновения с этими упорами
они возвраи;аются в исходное (вертикальное) положение, кольца 26 новорачиваются до тех нор, нока плунжеры 25 не станут против уноров 24. Цикл новторяется.
Предмет изобретения
Машина для контактной стыковой сварки, нреимущественно трубчатых изделий большого диаметра, содержащая укрепленные в корпусе зажимные устройства, привод оплавлепия и осадки и два упорных механизма, воспринимающих усилие осадки, раснолол енпых но обоим концам свариваемого изделия, отличающаяся тем, что, с целью повыщения качества сборки и сварки изделия, каждый
унорпый механизм вынолнен в виде торцовых подпружнненных поворотных упоров, взаимодействуюп1,их с плунжерами, входящими в герметичную нолость с жидкостью под заданным давлением, при этом нолость одного механизма вынолнена в корпусе машины, а полость другого-в поворотном кольце, установленном на корпусе и имеющем радиальные пазы, взаимодействующие с поверхностью торцовых упоров во время съема сваренного изделия. i /OS 30, 6 7 5 3J 8 9 I /.,. / // / / /f r / W T- /Л 7 / / / I / / ,. / /fi P /7 rj Й 1 -6 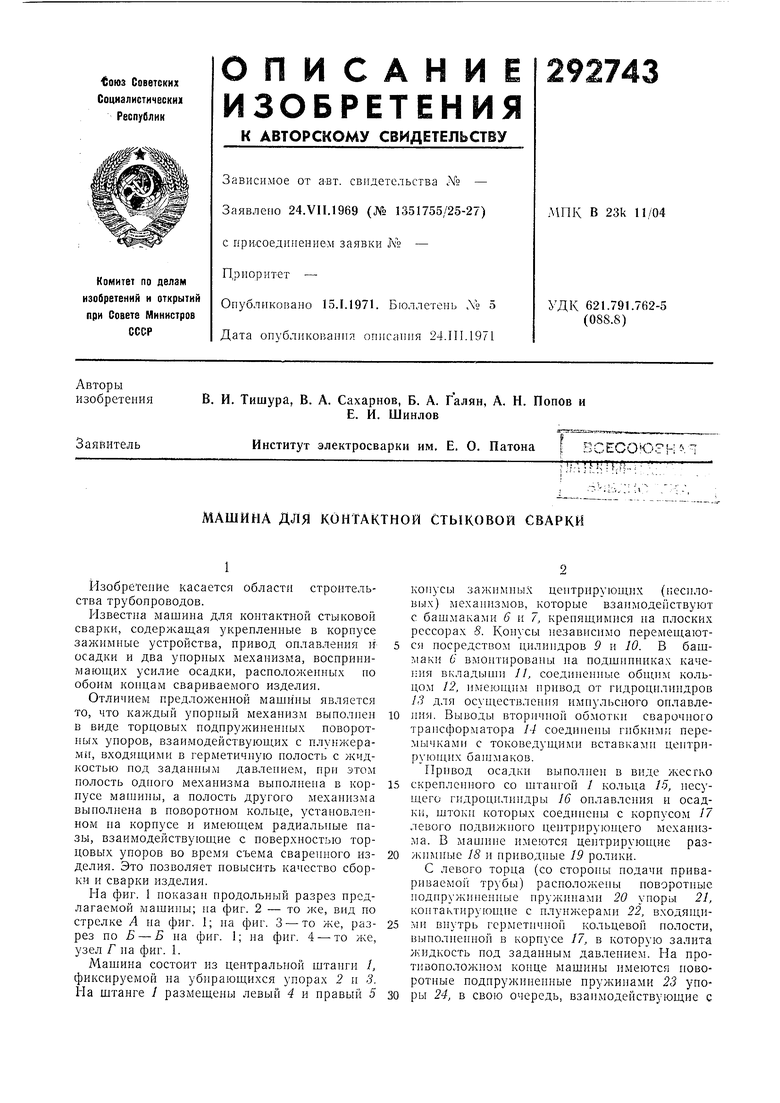
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ | 1972 |
|
SU326031A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU187896A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1968 |
|
SU211697A1 |
| Устройство для дугоконтактной сварки трубы с концевой деталью | 1979 |
|
SU854632A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ТРУБ И ВАЛОВДАВЛЕНИЕМ | 1966 |
|
SU178425A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ТРУБ | 1972 |
|
SU426773A1 |