1
Изобретение относится к области металлообработки.
Известна головка для чистовой обработки шаровых иоверхностей с помощью установленного в кориусе выглаживающего элемента.
Предлагаемая головка отличается от известных тем, что выглаживающий элемент расноложен на свободном конце плоской пружины, закрепленной другим концом на кронштейне, установленном в держателе, имеющем возможность поворота вокруг своей оси.
Кронштейн имеет возможность перемещения в направлении, нерненднкулярном оси головки, а в качестве выглаживающего элемента применен алмазный нако}1ечник.
Такая конструкция обеспечивает повьпнение чистоты обработки, а также обработку изделий в заданном диапазоне диаметров.
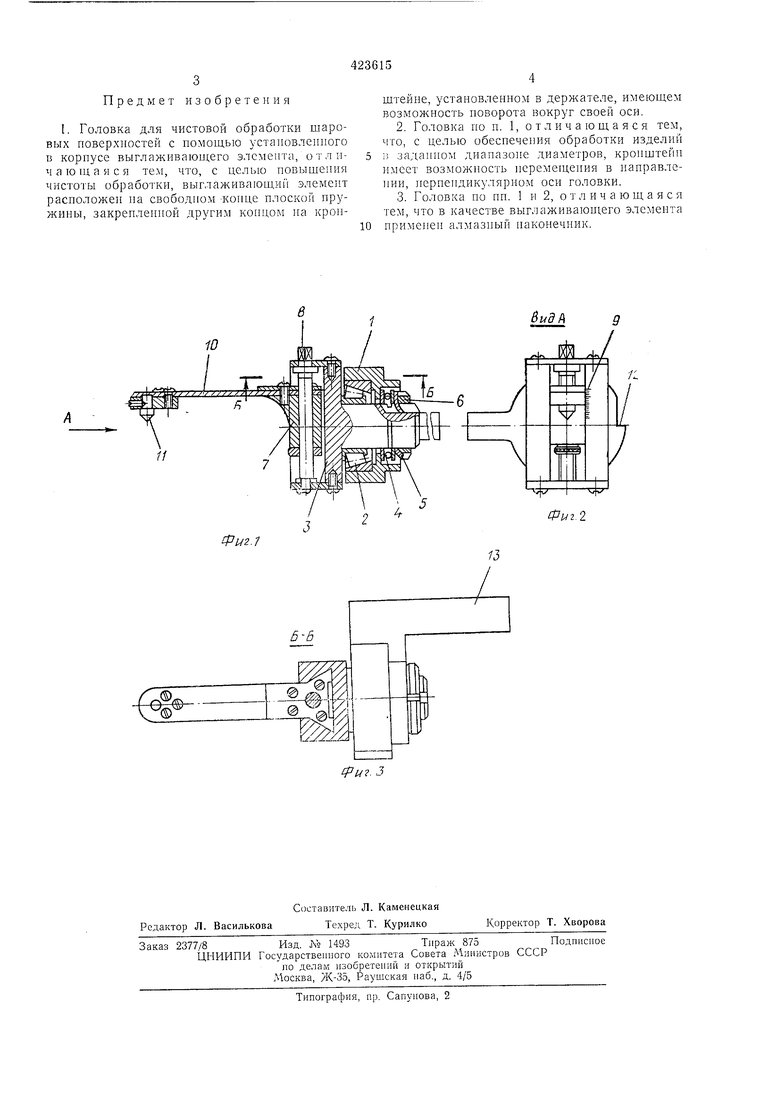
Па фиг. 1 изображена предлагаемая головка, вид сбоку; иа фиг. 2 - вид по стрелке А иа фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
В обойме I ГОЛОВКИ, закрепляемой в резцедержателе токарного станка, установлен в конических нодшипниках 2 корпус 3. Натяг подшипника 2 регулируется через упорпый подшипник 4, стопорную 5 и гайку 6. В кориусе помещен кронштейн 7, перемешаемый в радиальном паправлении посредством вин9
та 8, что позволяет настранвать головку на размер обрабатываемой сферы по шкале 9, нанесенной на корнусе. Консоль кронштейна - нлоская пружина 10 несет на свободном конце aл taзный наконечник 11.
Па обойме 1 выполнена площадка 12, лежащяя в горизонтальной плоскости, проходя1ней через ось головкн. При установке головкн в резцедержателе эта площадка служит для выдерживания точного размера высоты центров.
Закренление головкн производится за стебель 13 обоймы. Ось корпуса головки должна пересекать линию центров станка под углом, близким к 90°.
Винтом поперечной подачн токарного станка алмазный наконечник подводится к обрабатываемой стали, и гайкой 6 дается натяг. Прн вранденни детали алмазный наконечник выглаживает и а 5овую поверхность, перемешаясь по дуге окружности сферы от оси вран;синя детали до галтели и обратно. Процесс выглаживания заканчивается после одного- трех нроходов.
Рабочая поверхность алмазного наконечника выполнена цилиндричеекой, ось этого цилиндра скрен1нвается с осью вращения де30 тали под УГЛОМ 75°-80°.
Предмет изобретения
I. Головка для чистовой обработки шаровых поверхиостей с помощью устаиовлеипого в корпусе выглаживающего элеме1гга, отличаю п; а я с я тем, что, с целью повышения чистоты обработки, выглаживаюш, элемент расположен па свободном конце плоской пружины, закрепленной другим концом на кромштейне, установленном в держателе, имеющем возможность поворота вокруг своей оси.
2.Головка но п. 1, отличающаяся тем, что, с целью обеспечения обработки изделий и заданном днапазоие диаметров, кронштейн имеет возможность перемещеиия в ианравлепии, иериендикулярном оси головки.
3.Головка по нп. 1 и 2, о т л и ч а ю щ а я с я тем, что в качестве выглаживаюи1его элемеита применен алмазный наконечник.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| ГОЛОВКА ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ШАРОВЫХ ПОВЕРХНОСТЕЙ | 1966 |
|
SU185724A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325263C1 |
| Устройство для алмазного выглаживания шеек коленчатых валов | 1979 |
|
SU859130A1 |
| СПОСОБ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325264C1 |
| ГИБКИЙ ЛЮНЕТ | 2019 |
|
RU2726517C1 |
| Устройство для токарной обработки | 1980 |
|
SU984794A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
10
BudPt
ib/
ф
ф
Фиг.г
