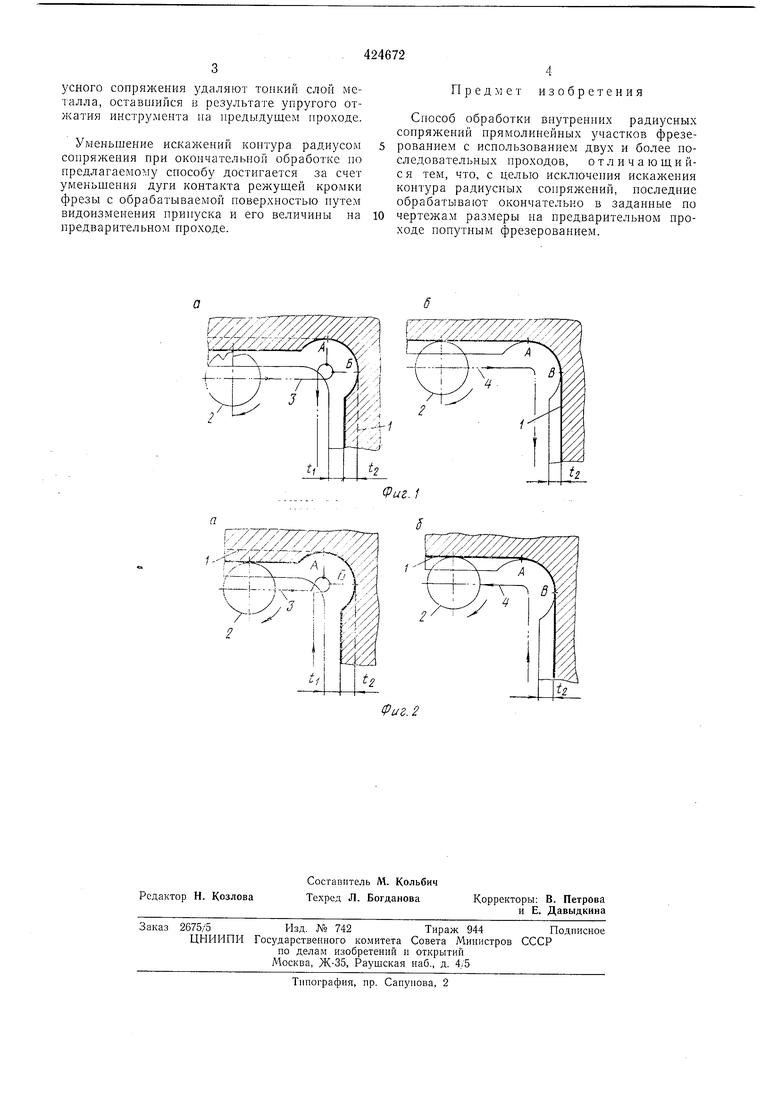
Изобретение относится к обработке металлов резанием и может быть использовано для повышения точности обработки при контурном фрезеровании. Известны способы обработки внутренних радиусных сопряжений прямолинейных участков фрезерованием с использованием двух и более последовательных проходов. Однако при обработке радиусных переходов известным сиособом наблюдается искажение контура. Иель нредлагаемого изобретения - исключение искажения контура радиусных сопряжений. Для этого радиусные сопряжения обрабатывают окончательно в заданные по чертежам размеры на предварительном проходе попутным фрезерованием. На фиг. 1 иоказана схема обработки при встречном фрезеровании прямолинейных участков; на фиг. 2 - то же, при попутном фрезеровании прямолинейных участков. Заданный контур 1 обрабатывают за два прохода. При предварительном проходе (см. фиг. 1,а и 2,а) фрезу 2 неремеш,ают по траектории 3, удаляя припуск ti и оставляя припуск /2 под чистовую обработку. Ирипуск /s 2 выбирается исходя из общих технологических требований к чистовой обработке, в том числе из условия исключения затягивания инструмента в металл при встречном фрезеровании, что достигается при определенном. )1звестном из теории резания. OTHOHiciunj припуска 4 к диаметру фрезы, т. е. -. Радиусное сопряжение АБ обрабатывают в заданный по чертежу размер нопутпым фрезерованием. В этом случае в программе задают окончательные чертежные размеры, не учитывая упругие деформации системы СПИД, что значительно снижает трудоемкость подготовки программы. Пеисправимый брак при этом исключается благодаря отжиму инструмента от обрабатыБаемой поверхности за счет примеиеиия попутного фрезеровапия. В случае встречиого фрезеровапия прямолинейных участков прп обработке раднусиого сопряжения переходят на попутное фрезерованне, применяя петлеобразную траекторию инструмента. При втором, окоичательпом (чистовом) проходе (см. фиг. 1, б и 2, б) фрезу 2 перемещают по траектории 4 эквидиетантно обрабатываемому контуру 1. В этом случае с радиусного сопряжения удаляют тонкий слон металла, оставшийся в результате упругого отжатия инструмента на предыдущем проходе.
Уменьшение искажений контура радиусом сопряження при окончательной обработке по нредлагаемому способу достигается за счет уменьшения дуги контакта режущей кромки фрезы с обрабатываемой поверхностью путем видоизменения припуска и его величины на предварительном проходе.
Предмет изобретения
Способ обработки внутренних радиусных сопряжений прямолинейных участков фрезерованием с использованием двух и более последовательных проходов, отличающийся тем, что, с целью исключепия искажения контура радиусных сопряжений, последние обрабатывают окончательно в заданные по чертежам размеры на предварительном проходе попутным фрезерованием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ обработки радиусных сопряжений | 1977 |
|
SU733876A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования внутренних радиусных сопряжений сторон контурных поверхностей | 1989 |
|
SU1731462A1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ ПРОФИЛЬНЫМИ ФРЕЗАМИ, ОСНАЩЕННЫМИ СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ, И ФРЕЗЫ ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2291929C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗА ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2007 |
|
RU2380471C2 |
| Способ обработки плоскостей | 1990 |
|
SU1757788A1 |
6
