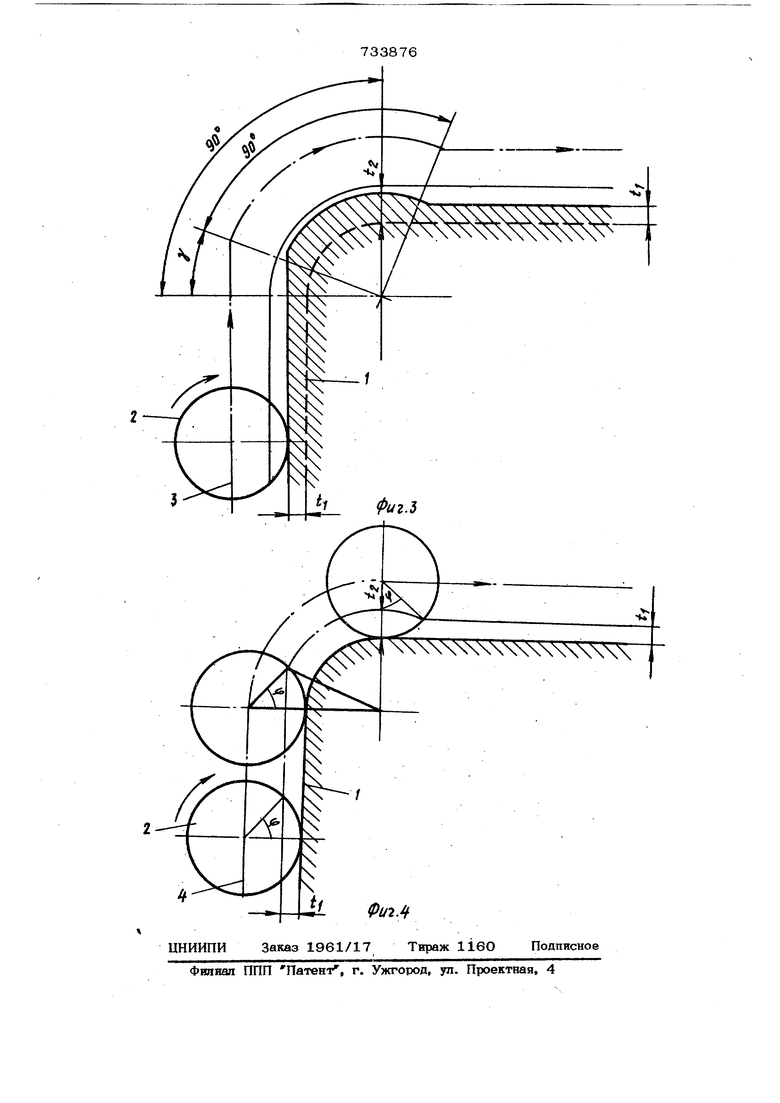
Изобретение относится к обработке металлов резанием и может быть использовано для повышения точности обработки при кс«турном фрезеровании. Известны способы обработки радиусных сопряжений двумя и более последовательными проходами с получением на предварительных П роходах переменного припуска на окс«чательную обработку l. Однако в известных способах имеет место нестабильность нагрузки на фрезу при снятии постоянного припуска на обработку контура, состоящего из участков раз личной кривизны г обусловленная изменение длины контактной линии езы с заготовкой, что вызывает изменение величины и направления силы резания, а следоватеяьяо, и деформацию системы СПИД (станок-приспособление-инструменр-деталь). Целью изобретения является повышение точности обработки. Цель достигается тем, что по предложенному способу фрезу она предварительных проходах перемещают по участкам, эквид стантным соответствующему участку обрабатываемого контура, смещенным по отношению к этому контуру в направлении обхода последнего, оставляя припуск на окончательную обработку, обратно пропорциональный кривизне участков контура в случае внутреннего фрезерования и прямо пропорциональный кривизне участков в случае наружного фрезерования. На фиг. 1 представлено внутреннее фрозерование, предварительный проход; на фиг. 2 - то же, окончательный проход; на фиг. 3 - наружное фрезерование, предварительный проход; на фиг. 4 - JTO же; окончательный проход. Заданный контур 1 обрабатывают за два прохода. На предварительном проходе (фиг. 3) фрезу 2 перемещают по траекто-. рии 3, оставляя на первом прямолинейном участке припуск, -fc-j , на радиуснсяу участке пpипycкt2 ttи на втором прямолинейном участке опять припуск t:-f При этом фрезу 2 перемещают по прямолинейной траектории до момента ДОСТРЬ жения припуска i2- -Ц на окончательную обработку радиусного участка, а затем пе ремещают фрезу 2 по радиусной траектории, смещенной по отношению к радиусу сопряжения на угол у , Перемещение фрезы 2 по радиусной траектории заканчиваю .при достижении припуска -t на обработку второго прямолинейного участка, после чего фрезу продолжают перемещать по пр молинейной траектории. Таким образом, как прямолинейные участки траектории 3 так и радиусные участки смещают по направлению движения фрезы относительно обрабатываемого контура. Величина-смещения определяется соотношением припус ков i. и -bg. радиусом сопряжения контура и диаметром фрезы. На втором, окончательном проходе (фиг, 2), фрезу 2 перемещают по траекто рии 4 эквидистантно заданному контуру 1, снимая припуск i на окончательную об работку прямолинейных и припуск -tg на оковчателЕзную обработку радиусного учас ков. Припуск -fc на окончательную обработ ку прямолинейных участков выбирают .исхо дя из общих технологических требований, а припуск ig окончательную обработку радиусного участка задают таким, чтобы угол контакта фрезы 2 с заготовкой оставался тем же, что и при окончательной обработке предыдущего прямолинейного участка, т.е. угол должен оставаться постоянным по всему обрабатываемому контуру. Так для рассматриваемого случая перехрда с прямолинейного участка на внутренний радиусный припуск tg, обеспечивающий постоянство углов контакта фрезы с заготовкой по обрабатываемому контуру, может быть вычислен по формуле W где -t. - припуск на окончательную обработку предыдущего прямолиней ного участка; trt- припуск на окончательную обработку радиусного участка; Rq,- радиус фрезы; Ку, - радиус контура. Приведенная формула выводится из решения треугольника, образованного цент ром радиусного сопряжения, центром фрезы, находящимся на границе перехода с прямолинейного участка на радиусный, и точкой пересечения фрезы с верхней границей припуска t-( (фиг. 2). Аналогично осуществляют обработку радиусного сопряжения прямолинейных участ ков, образующих внешний угол (фиг.З), с той лишь разницей, что припуск 2. на о&работку внешнего радиусного участка оставляют больше, чем припуск i на обработку прямолинейных участков. При этом припуск на окончательную обработку наружного радиусного участка вычисляют по формуле (2) которая выводится так же, как и формудаЦ). Уменьшение искажений контура при окончательной обработке по предлагаемо-, му способу достигается за счет стабила- зации угла Ч контакта фрезы с заготовкой путем видоизменения припуска и его величины на предварительном проходе. Формула изобретения Способ обработки радиусных сопряжений фрезой двумя и более последовательными проходами с получением на предварительных проходах переменного припуска на окончательную обработку, отличающийся тем, что, с целью повышения точности обработки, на предварительных проходах фрезу помещают по участкам, эквидистантным соответствующим участ кам обрабатываемого контура, смещенным относительно контура.в направлении обхода последнего, причем величина припуска на окончательной обработке обратно пропорциональна кривизне участков контура в случае внутреннего фрезерования и прямо пропорциональна кривизне участков в случае наружного фрезерования. Источники, информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № .424672, кл. В 23 С 3/00, 1972.
.
г
й/г./
иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ РАДИУСНЫХ СОПРЯЖЕНИИ ПРЯМОЛИНЕЙНЫХ УЧАСТКОВ | 1972 |
|
SU424672A1 |
| Способ обработки радиусных сопряжений | 1982 |
|
SU1076209A1 |
| Способ фрезерования внутренних радиусных сопряжений сторон контурных поверхностей | 1989 |
|
SU1731462A1 |
| Способ обработки радиусных сопряжений | 1976 |
|
SU625846A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ обработки плоскостей | 1990 |
|
SU1757788A1 |