Изобретение относится к обработке металлов резанием и может быть использовано при обработке внутренних радиусных сопряжений деталей на станках с программным управлением.
Цель изобретения - повышение точности и снижение шероховатости за счет уменьшения сил резания на окончательном проходе.
На чертеже представлена схема обработки.
Способ осуществляют на станках с программным управлением. Обработку ведут фрезой 1. Обрабатываются две поверхности (плоскости) детали 2, сопрягаемые между собой радиусом RK ± A , с шероховатостью Rz. Угол между сопрягаемыми поверхностями р . Припуск по сопрягаемым поверхностям 1общ.
Установлена экспериментальным путем максимальная величина припуска 1макс обеспечивающая требуемую шероховатость на сопрягаемых поверхностях.
Для обработки выбирают фрезу 1 максимально возможного диаметра , что позволяет достичь большей (при прочих равных условиях) точности обработки за счет большей жесткости фрезы, а следовательно, и производительности за счет большей площадки на торце фрезы.
Затем определяют траекторию движения центра фрезы 1 на окончательном проходе. Она представляет собой две прямых, эквидистантных чертежному контуру детали
XI
СО
Ј о
hO
2, отстоящих от него на расстоянии R« и сопряженных между собой радиусом г, равным плюсовому допуску на величину радиуса сопряжения контура г Д. Выбор такой величины радиуса (максимально возможно- го в пределах допуска) благоприятно влияет на динамику работы станка за счет снижения нагрузки в момент обработки радиусного сопряжения. Точки В и С на траектории - это точки сопряжения прямых с радиусом г.
Далее производят пробное фрезерование одной детали из партии по траектории, подобной траектории будущего прохода, предшествующего окончательной обработке. Затем путем сравнения с образцами (возможны и другие способы, например метод снятия слепка) определяют наибольшую высоту д неровностей профиля в радиусном сопряжении, вызванных вибрационной волной в момент торможения.
После этого назначают величину коэффициента запаса ,4 из следующих технологических соображений:
К 1 - должно быть обеспечено устранение следа вибрационной волны;
К
Хмакс - Г (1 - Sin)
sinf
из условия, что припуск t под чистовой проход по сопрягаемым поверхностям не должен превышать максимальной величины
t tMaKC, 35
к si
из условия, что припуск в углу не должен превышать припуска на сопрягаемых прямых;
К приближен к минимально возможному значению, так как при меньших значени- ях К меньше нагрузка на фрезу и, следовательно, выше точность и ниже шероховатость обработки.
При стабильных значениях д следует выбирать значения К, приближенные к 1.
Далее определяют минимальную вели- чину припуска в радиусном сопряжении под окончательный проход 5. Затем по формуле
под окончательный проход по сопрягаемым поверхностям.
После этого строят траекторию движения центра фрезы 1 на проходе, предшествующем окончательному. Эта траектория представляет собой две прямых, эквидистантных геометрическому контуру детали 2 и отстоящих от него на расстоянии, равном
ЙЬ+ti.
Эти две прямые пересекаются в точке А.
Затем по рассчитанным траекториям осуществляют фрезерование детали. На первом проходе фрезу 1 перемещают по траектории с подачей Sn с торможением в месте смены направления подачи (точка А), а на чистовом - Sin.
Формула изобретения
1. Способ фрезерования внутренних радиусных сопряжений сторон контурных поверхностей, при котором обработку ведут концевой фрезой по крайней мере за два рабочих прохода, причем на окончательном проходе инструмент перемещают по дуге окружности, отличающийся тем, что, с целью повышения точности и снижение шероховатости за счет уменьшения сил резания на окончательном проходе, на проходе, предшествующем окончательному, фрезу перемещают эквидистантно сторонам контурной поверхности со сменой направления фрезы в центре радиусного сопряжения, при этом припуск t на окончательный проход в месте радиусного сопряжения назначают по зависимости
б,
где Ј - наибольшая высота неровностей профиля в радиусном сопряжении после предшествующего чистовому прохода, мм;
К - коэффициент запаса, который назначают в пределах
1 К
«5
т.макс-г(1 -sin)
б-sinf
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки внутренних контуров | 1980 |
|
SU884884A1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| Способ фрезерования контурных поверхностей угловыми переходами сторон | 1985 |
|
SU1351726A1 |
| Способ обработки контурных поверхностей деталей | 1980 |
|
SU942907A1 |
| Способ обработки плоскостей | 1990 |
|
SU1757788A1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ РАДИУСНЫХ СОПРЯЖЕНИИ ПРЯМОЛИНЕЙНЫХ УЧАСТКОВ | 1972 |
|
SU424672A1 |
| Способ обработки плоскостных деталей | 1986 |
|
SU1404201A1 |
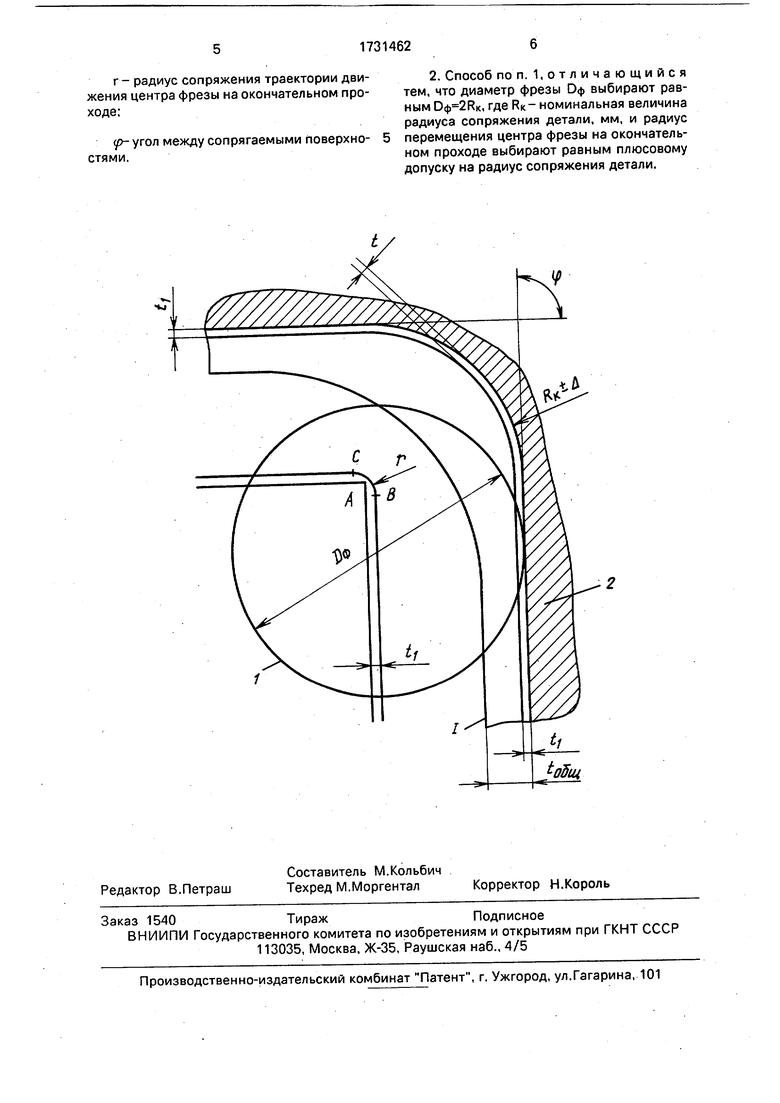
Использование: обработка металлов резанием, обработка внутренних радиусных сопряжений деталей на станках с программным управлением. Обработку ведут концевой фрезой по крайней мере за два прохода. Для повышения жесткости при обработке диаметр фрезы выбирают равным двум номинальным величинам радиуса сопряжения. На проходе, предшествующем окончательному, фрезу перемещают эквидистантно сторонам контурной поверхности со сменой направления фрезы в центре радиусного сопряжения. При этом припуск в районе радиусного сопряжения назначают по зависимости д , где 5 - наибольшая высота неровностей профиля в радиусном сопряжении после получистового прохода; К - коэффициент запаса, который назначают из технологических соображений. Радиус перемещения центра фрезы на окончательном проходе выбирают равным плюсовому допуску на радиус сопряжения детали, 1 з.п.ф-лы, 1 ил. сл с
t1 r-(r-t) Sin Ј ,
найденной из простых геометрических построений, рассчитывают величину припуска
где т.макс- максимальная величина припуска на окончательном проходе по сопрягаемым сторонам контурных поверхностей, обеспечивающая требуемую шероховатость;
г- радиус сопряжения траектории движения центра фрезы на окончательном проходе;
р-угоп между сопрягаемыми поверхностями.
| Константинов М.Т | |||
| Расчет программ фрезерования на станках с ЧПУ | |||
| - М,: Машиностроение, 1985, с | |||
| Горный компас | 0 |
|
SU81A1 |
