kXXXXNViXNXXNwy У уЛуЛ -чЛ Г, У-.Г1
22 23
тЬ
Ra1
22 23
Изобретение относится к обработке металлов давлением и касается конструкции рабочих клетей для производи ства сортовых профилей прокаткой или волочением.
Целью изобретения является увеличение производительности, повышение надежности и расширение технологических возможностей.
Дополнительной целью изобретения является упрощение настройки зубчатого зацепления„
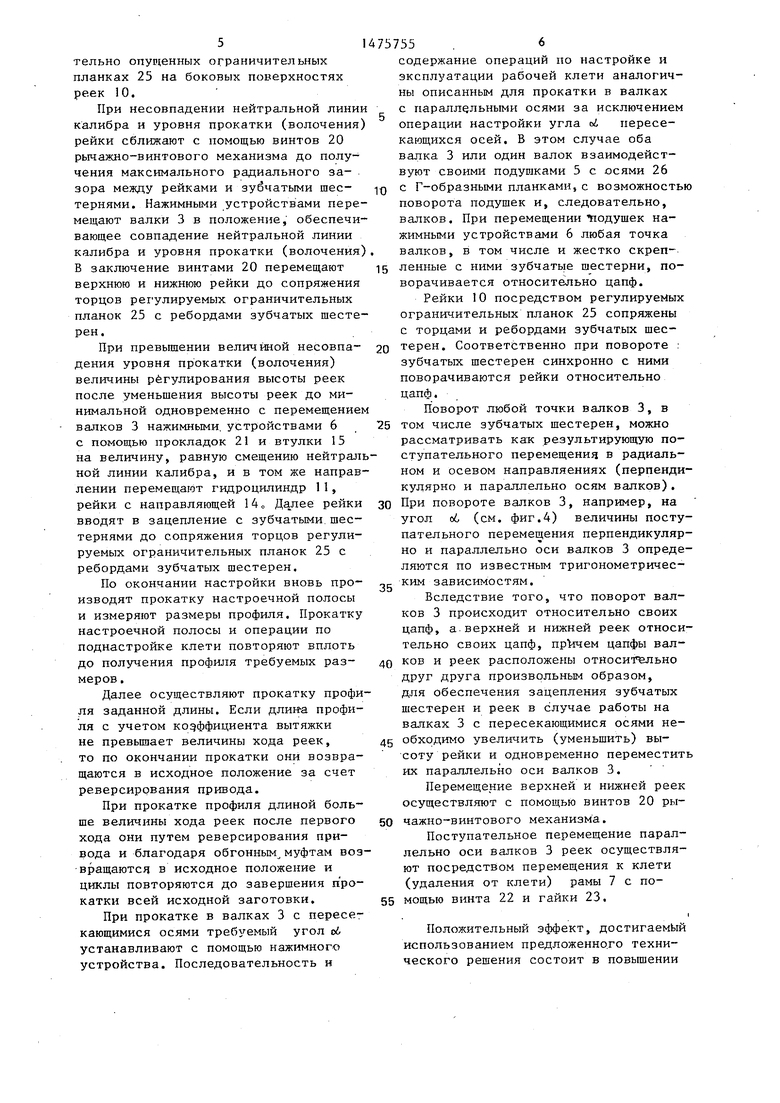
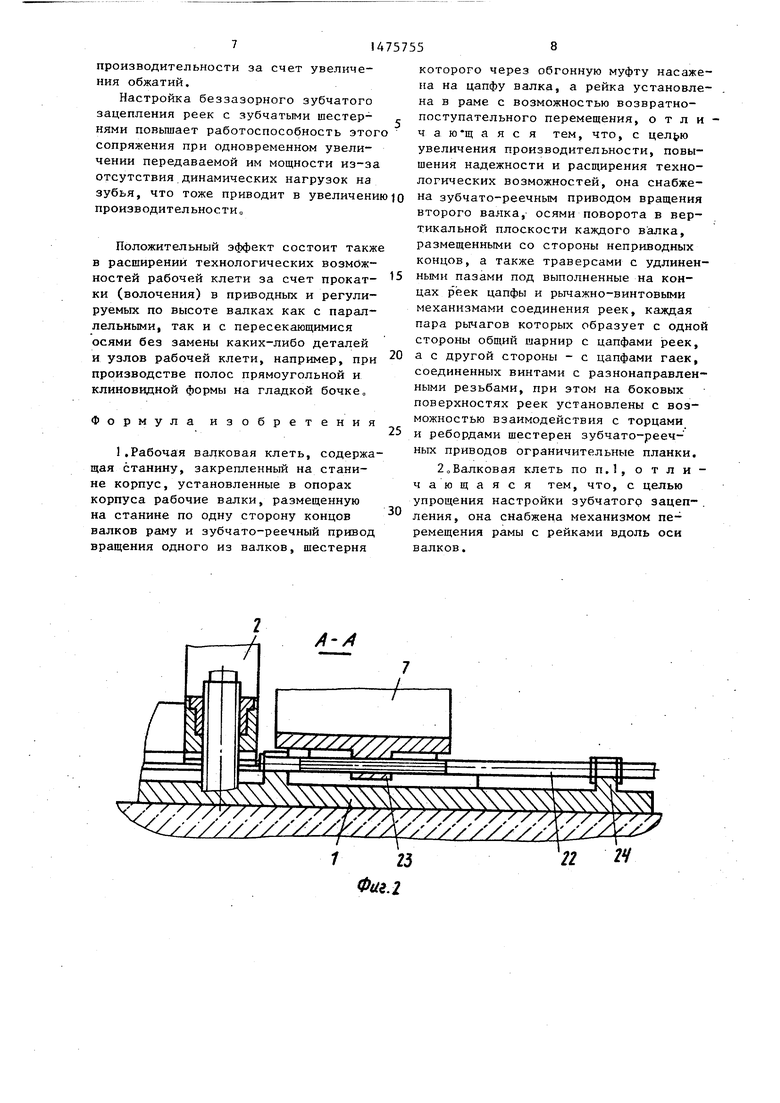
На фиг.1 изображен общий вид клети с параллельными валками; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид по стрелке В на фиг.1; на фиг.А - общий вид клети с наклонными валками; на фиг.5 - вид по стрелке В на фиг.З.
Рабочая валковая клеть содержит станину 1 с направляющими, закрепленный на станине корпус 2 с рабочими валками 3, установленными в подшипниках 4 в подушках 5 и индивидуальными нажимными устройствами 6 валков, размещенную на станине по одну сторону концов валков раму 7 и зубчато-реечный привод вращения каждого валка, шестерни 8 которых насажены на цап- фы валков через обгонные муфты 9, а рейки 10 размещены в раме с возможностью возвратно-поступательного перемещения от установленного на раме гидроцилиндра 11 .и соединенной со штоком гидроцилиндра траверсы 12 с удлиненными пазами под выполненные на одноименных концах реек цапфы. Другие одноименные цапфы соединены с рамой 7 через траверсу 13 с удли- ненными пазами направляющую 14 и втулку 15.
t
Одновременно рейки соединены рычажно-винтовыми механизмами, каждая пара рычагов 16 и 17 которых образуют с одной стороны общий шарнир с цапфами реек, и с другой стороны - общий шарнир с цапфами 18 гаек 19, соединенных между собой винтами 20 с разнонаправленными резьбами, Рычажно- винтовое соединение цапф реек с одной стороны и взаимодействие цапф с удлиненными пазами траверс с другой обеспечивает относительное перемещение и поворот реек в вертикальной плоскости.
Гидроцилиндр 11 установлен на раме 7 с возможностью регулировки по
высоте с помощью прокладок 21, размещенных между основанием гидроцилиндра и рамой. Втулка 15 установлена в раме 7 с возможностью перемещения в вертикальной плоскости через соединение паз-выступ. Рама 7 установлена на направляющих основания и снабжена механизмом перемещения по оси рабочих валков в виде пары винт 22 - гайка 23, винт 22 которой взаимодействует с основанием 1, например, с помощью соединения паз-выступ в кронштейнах 24 о
На боковых поверхностях реек установлены регулируемые ограничительные планки 25, взаимодействующие с ребордами и торцами зубчатых шестерен, и закреплены на боковых поверхностях с помощью крепежных деталей. Характер сопряжения ограничительных планок с торцами шестерен регулируется, например., прокладками, а с ребордами - перемещением по высоте.
Изменение угла наклона валков обеспечивается за счет осей 26 поворота и Г-образных планок 27, прикрепленных к боковым сторонам подушек и к корпусу. Между корпусом и планками установлены регулировочные прокладки 28.
Сборка, настройка и эксплуатация клети в валках с параллельными осями включает следующие операции.
На станину 1 устанавливают корпус 2 рабочей клети с нажимными устройствами 6, раму 7 с гидроцилиндром 11 и втулкой 15. Винт 22 соединяют с гайкой 23 и с кронштейном 24. Рейки 10 с траверсами 12 и 13, рычажно- винтовыми механизмами и ограничительными планками 25 соединяют через шток с гидроцилиндром 11 и фиксируют это соединение посредством торцовых шайб. В отверстие втулки 15 на раме 7 вводят направляющую 14 и соединяют ее, например, свинчиванием с расточкой траверсы 13. С помощью прокладок 21 и перемещения втулки 15 в вертикальной плоскости устанавливают гидроцилиндр 11 и рейки 10 относительно станины 1 на заданной высоте, обеспечивающей совмещение нейтральной линии калибра с уровнем прокатки (волочения) ,. Расстояние между рейками и станиной контролируют, например, посредством штангенрейсмуса, а саму операцию выполняют только при монтаже рабочей клети. В процессе эксплуатации при необходимости эта высота корректируется, В дальнейших операциях по радиальной настройке валков 3 рейки выполняют роль упоров, до которых перемещают валки, т.е. служат базовой поверхностью для совмещения нейтральной линии калибра с уровнем прокатки (волочения). Провер- ку параллельности реек станине производят, например, посредством уровня. Рейки с помощью рычажно-винтового механизма сближают до расстояния, при котором общая высота реек, включая ограничительные планки 25, была по крайней мере не больше минимального расстояния между наружными диаметрами зубчатых шестерен 8. Нажимные устройства 6 выводят в крайние верхнее и нижнее положения.
Вне рабочей клети, например на стенде, производят сборку валков 3 С подшипниками 4, подушками 5, обгонными муфтами 9 с зубчатыми шестерня- ми 8, осями 26 и Г-образными планками 27.
В окна корпуса рабочей клети устанавливают узлы валков в сборе и производят соединение верхнего валка с устройством уравновешивания (не показано) .
Посредством винтов нажимных устройств устанавливают заданную настроечную высоту калибра (межцентро- вое расстояние между осями валков 3) с одновременной настройкой заданной параллельности осей валков 3. С помощью прокладок 28 производят осевую настройку калибров валков 3, по окончании которой болтами планки 21, прикрепляют к корпусу с возможностью перемещения валков 3 по высоте. Посредством винтов нажимных устройств 6 валки 3 разводят до высоты, доста- точной для установки реек между зубчатыми шестернями.
Вращением винта 22 раму 7 с гидроцилиндром 11 и рейками по направляющим станины 1 перемещают в положение, когда зубья реек и ограничительные планки 25 сопрягаются с зубьями и ребордами зубчатых шестерен. Далее рейки вращением винтов 20 синхронно „ перемещают до положения, когда общая высота реек равна заданной для получения расчетного межцентрового расстояния между валками 3. Вводят в
, 5 0
5
0
с о 5
0
5
зацепление с ней зубчатые шестерни путем вращения винтов нажимных устройств и проверяют отсутствие перекоса и зазоров по боковым поверхностям зубьев, а также параллельность реек станине 1. Торцы зубчатых шестерен сопрягают с ограничительными планками 25, например, с помощью прокладок, а перемещением планок 25 по высоте сопрягают их с ребордами.
После предварительной настройки рабочей клети осуществляют прокатку настроечной полосы. Исходную заготовку с помощью вводной арматуры (не показано) задают в калибр валков 3 при включенном гидроцилиндре 11 и снимают профиль посредством выводной арматуры (не показано). По прокатке переднего конца длиной, обеспечивающей измерение размеров поперечного сечения профиля, привод выключают и измеряют профиль.
При несовпадении размеров профиля заданным нажимными устройствами и устройством осевой настройки производят поднастройку валков 3.
При уменьшении высоты калибра под- настройка включает операцию уменьшения высоты реек на величину, равную изменению межцентрового расстояния между осями валков 3 с помощью винтов 20 рычажно-винтового механизма, взаимодействующего своими рычагами 16 и 17 с цапфами верхней и нижней реек. Величину изменения межцентрового расстояния устанавливают путем измерения зазора между ребордами зубчатых шестерен и торцами регулируемых ограничительных планок 25. В заключение валки 3 посредством нажимных устройств 6 перемещают до сопряжения реборд зубчатых шестерен с торцами регулируемых ограничительных планок 25
При увеличении высоты калибра посредством нажимных устройств увеличивают межцентровое расстояние между осями валков, величину которого определяют путем измерения зазора между ребордами зубчатых шестерен и торцами регулируемых ограничительных планок. В заключение с помощью винтов 20 увеличивают высоту реек вплоть до сопряжения торцов регулируемых ограничительных планок 25 с ребордами зубчатых шестерен,,
Осевая настройка выполняется с помощью прокладок 28 между корпусом и Г-образными планками при предварительно опущенных ограничительных планках 25 на боковых поверхностях реек 10.
При несовпадении нейтральной линии калибра и уровня прокатки (волочения) рейки сближают с помощью винтов 20 рычажно-винтового механизма до получения максимального радиального зазора между рейками и зубчатыми шее- тернями. Нажимными устройствами перемещают валки 3 в положение, обеспечивающее совпадение нейтральной линии калибра и уровня прокатки (волочения) В заключение винтами 20 перемещают верхнюю и нижнюю рейки до сопряжения торцов регулируемых ограничительных планок 25 с ребордами зубчатых шестерен.
При превышении величиной несовпа- дения уровня прокатки (волочения) величины регулирования высоты реек после уменьшения высоты реек до минимальной одновременно с перемещением валков 3 нажимными устройствами 6 с помощью прокладок 21 и втулки 15 на величину, равную смещению нейтральной линии калибра, и в том же направлении перемещают гидроцилиндр 11, рейки с направляющей 14„ Далее рейки вводят в зацепление с зубчатыми шестернями до сопряжения торцов регулируемых ограничительных планок 25 с ребордами зубчатых шестерен.
По окончании настройки вновь про- изводят прокатку настроечной полосы и измеряют размеры профиля. Прокатку настроечной полосы и операции по поднастройке клети повторяют вплоть до получения профиля требуемых раз- меров.
Далее осуществляют прокатку профиля заданной длины. Если длина профиля с учетом коэффициента вытяжки не превышает величины хода реек, то по окончании прокатки они возвращаются в исходное положение за счет реверсирования привода.
При прокатке профиля длиной больше величины хода реек после первого хода они путем реверсирования привода и благодаря обгонным муфтам возвращаются в исходное положение и циклы повторяются до завершения прокатки всей исходной заготовки,
При прокатке в валках 3 с пересекающимися осями требуемый угол об устанавливают с помощью нажимного устройства. Последовательность и
содержание операций по настройке и эксплуатации рабочей клети аналогичны описанным для прокатки в валках с параллельными осями за исключением операции настройки угла oi пересекающихся осей. В этом случае оба валка 3 или один валок взаимодействуют своими подушками 5 с осями 26 с Г-образными планками,с возможность поворота подушек и, следовательно, валков. При перемещении подушек нажимными устройствами 6 любая точка валков, в том числе и жестко скрепленные с ними зубчатые шестерни, поворачивается относительно цапф.
Рейки 10 посредством регулируемых ограничительных планок 25 сопряжены с торцами и ребордами зубчатых шестерен. Соответственно при повороте зубчатых шестерен синхронно с ними поворачиваются рейки относительно цапф.
Поворот любой точки валков 3, в том числе зубчатых шестерен, можно рассматривать как результирующую поступательного перемещения в радиальном и осевом направляениях (перпендикулярно и параллельно осям валков). При повороте валков 3, например, на угол об (см, фиг.4) величины поступательного перемещения перпендикулярно и параллельно оси валков 3 определяются по известным тригонометрическим зависимостям.
Вследствие того, что поворот валков 3 происходит относительно своих цапф, а верхней и нижней реек относительно своих цапф, npk46M цапфы валков и реек расположены относительно друг друга произвольным образом, для обеспечения зацепления зубчатых шестерен и реек в случае работы на валках 3 с пересекающимися осями необходимо увеличить (уменьшить) высоту рейки и одновременно переместит их параллельно оси валков 3.
Перемещение верхней и нижней реек осуществляют с помощью винтов 20 рычажно-винтового механизма.
Поступательное перемещение параллельно оси валков 3 реек осуществляют посредством перемещения к клети (удаления от клети) рамы 7 с помощью винта 22 и гайки 23.
Положительный эффект, достигаемый использованием предложенного технического решения состоит в повышении
производительности за счет увеличения обжатий.
Настройка беззазорного зубчатого зацепления реек с зубчатыми шестернями повышает работоспособность этого сопряжения при одновременном увеличении передаваемой им мощности из-за отсутствия динамических нагрузок на зубья, что тоже приводит в увеличению производительности„
Положительный эффект состоит такж в расширении технологических возможностей рабочей клети за счет прокатки (волочения) в приводных и регулируемых по высоте валках как с параллельными, так и с пересекающимися осями без замены каких-либо деталей и узлов рабочей клети, например, при производстве полос прямоугольной и клиновидной формы на гладкой бочке,
Формула изобретения
1.Рабочая валковая клеть, содержащая станину, закрепленный на станине корпус, установленные в опорах корпуса рабочие валки, размещенную на станине по одну сторону концов валков раму и зубчато-реечный привод вращения одного из валков, шестерня
Q
5
0
5
0
которого через обгонную муфту насажена на цапфу валка, а рейка установлена в раме с возможностью возвратно- поступательного перемещения, о т л и - чаю-щаяся тем, что, с целью увеличения производительности, повышения надежности и расширения технологических возможностей, она снабжена зубчато-реечным приводом вращения второго валка, осями поворота в вертикальной плоскости каждого валка, размещенными со стороны неприводных концов, а также траверсами с удлиненными пазами под выполненные на концах реек цапфы и рычажно-винтовыми механизмами соединения реек, каждая пара рычагов которых образует с одной стороны общий шарнир с цапфами реек, а с другой стороны - с цапфами гаек, соединенных винтами с разнонаправленными резьбами, при этом на боковых поверхностях реек установлены с возможностью взаимодействия с торцами и ребордами шестерен зубчато-реечных приводов ограничительные планки.
2 о Валковая клеть по п., о т л и - чающаяся тем, что, с целью упрощения настройки зубчатого зацепления, она снабжена механизмом перемещения рамы с рейками вдоль оси валков.

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая валковая клеть | 1988 |
|
SU1600875A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Рабочая клеть прокатного (роликового) стана | 1986 |
|
SU1357089A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
Изобретение относится к обработке металлов давлением и касается конструкции рабочих клетей для производства сортовых профилей прокатной или волочением. Цель изобретения - увеличение производительности, повышение надежности и расширение технологических возможностей. Дополнительной целью является упрощение настройки зубчатого зацепления. Рабочая валковая клеть содержит станину 1 с направляющими, закрепленный на станине корпус 2 с рабочими валками и нажимными устройствами 6, размещенную на станине раму 7 и зубчато-реечный привод вращения каждого валка с шестернями 8 и рейками 10. Рейки валков за счет траверс 12 и 13 с удлиненными пазами под цапфы реек и рычажно-винтовых механизмов, каждая пара рычагов которых образует с одной стороны общий шарнир с цапфами реек, а с другой с цапфами гаек, соединенных винтами с разнонаправленными резьбами, имеют возможность относительного перемещения и поворота в вертикальной плоскости. На боковых поверхностях реек установлены с возможностью взаимодействия с торцами и ребордами шестерен зубчато-реечных приводов валков ограничительные планки 25. Рама 7 имеет механизм перемещения вдоль оси валков в виде винта 22 и гайки 23. 1 з.п. ф-лы, 5 ил.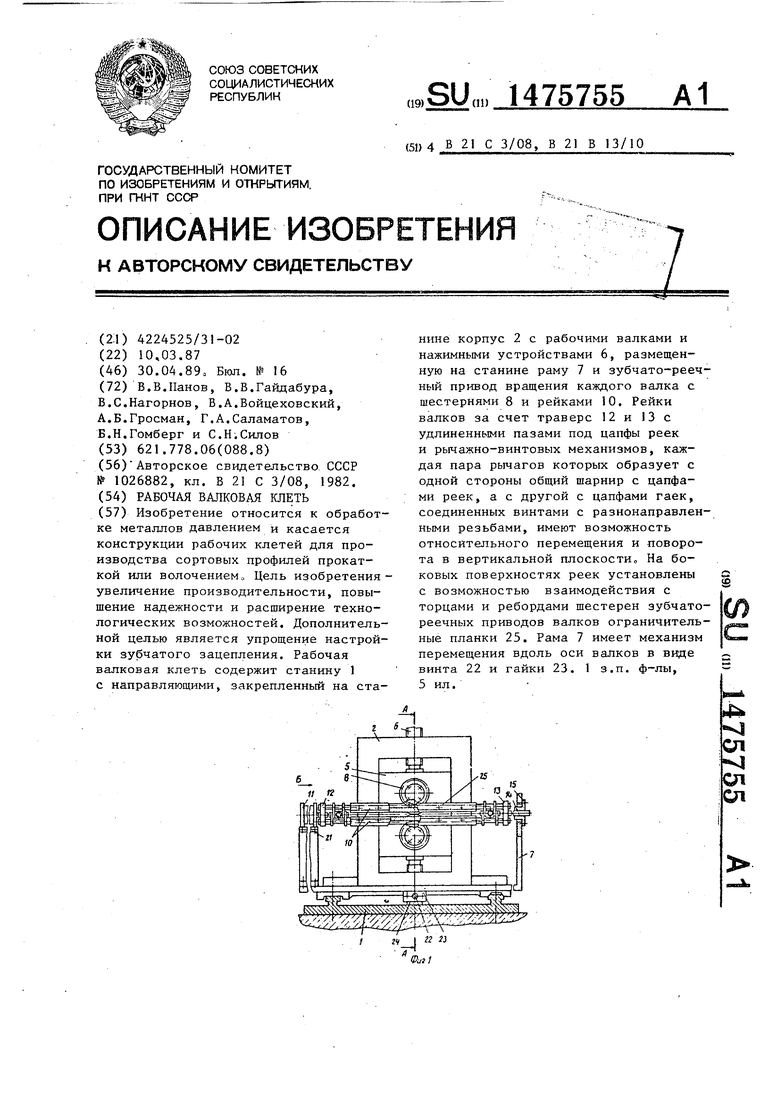
А-А
/////////У/У//)У//////
25
я #
Фи.г
krt.3
а
Фиг 4
18 14
Фие.5
| Роликовая волока | 1982 |
|
SU1026882A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
