I
Изобретение относится к области механизации и автоматизации кузнечно-штамповочного дроизводства.
Известна система управления перемещением опорного лолзуна кривошипного правильного пресса, содержащая датчик кривизны профиля и задатчик щага перемещения опорного ползуна.
Целью изобретения является обеспечение автоматического установления щага перемещения опорного ползуна в зависимости от кривизны профиля и повышения точности иравки.
Это достигается тем, что задатчик щага перемещения опорного ползуна выполнен в виде подвижной лары стоп-контактов и неподвижной пары пуск-контактов, расположенной от подвижной пары на заданном расстоянии и механически соединенной с движком потенцио.метра и ротором электродвигателя, электрически соединенных с датчиком кривизны нрофиля, а между пуск- и стопконтактами расположен замыкающий элемент.
С целью осуществления перемещения замыкающего элемента последний механически соединен с ротором электродвигателя, который электрически через инвертор присоединен к электродвигателю перемещения стоп-контактов.
2
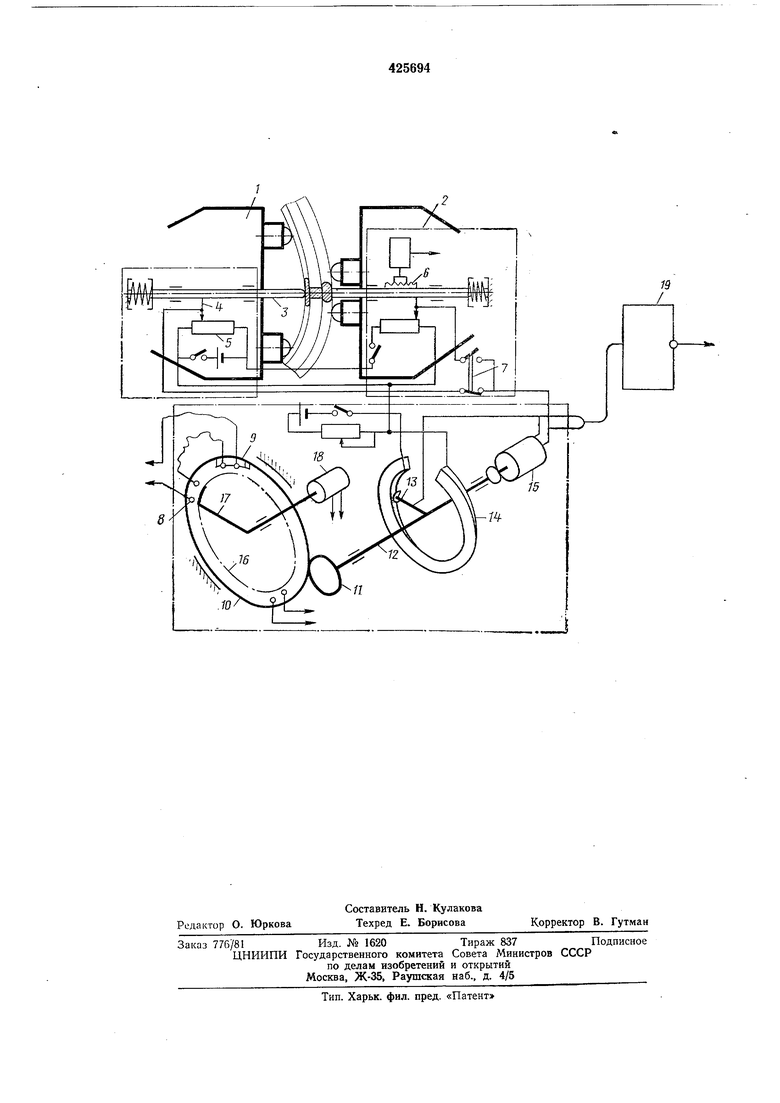
На чертеже изображена пре|длагаемая система управления.
Система соде|ржит датчики кривизны, размещенные как в опорном /, так и в правильном 2 ползунах, и автоматический задатчик щага. Датчик кривизны включает измерительный штифт 3, расположенный между раздвижными опорами ползуна и жестко связан ый с движко.м 4 потенциометра 5, питаемого от отдельного источника постоянного тока. Штифт датчика кривизны, соединен с тормозным устройством 6, управляемым от .контактного датчика крайнего переднего положения правильного ползуна. Благодаря этому щтифт
фиксируется при отходе шравильното иолзуна от профиля. Это необходимо в тех случаях, когда раздвижные опоры опорного ползуна сведены, а опоры правильного ползуна разведены, и измерение кривизны осуществляется датчиком, размещенным в правильном ползуне. Для переключения датчиков и.меется сблокированный тумблер 7. Автоматический задатчжк состоит из ненодвижной пары пускконтактов 8 цени зправления электродвигателем перемещения опорного ползуна, подвижных стоп-контактов 9 этой же цепи, размещенных на .кольцевом элементе 10 с зубчатым сектором, находящемся в аацеплеиии с зубчатым колесом Л. Колесо 11 закреплено
на валу 12, л естко соединенном с движком
13 потенциометра 14 и валом электродвигателя 15 постоянного тока. Потенциометр 14 питается от отдельного источншса постоянного тока. Движки 4 и 13 электрически нрисоединены к электродвигателю 15. Контакты 8 и 9 замыкаются равно.мерно перемещающейся по дуге окружности 16 контактной пластиной 17, приводимой в движение элeктpoдвигaтeлeJM 18. Электродвигатель 18 управляется от EHBeipcoра 19.
Когда правильный ползун находится в крайнем пере)Днем положении, к нему подводится профиль с помощью опорного ползуна. В за1виси1мост:и от направления кривизны профиля включается тот или иной датчик кривизны. Правильный ползун отводится, и включается питание датчика кривизны и задатчика. Вал 12 вращаться и 0|СгаНа вли1В-ается тогда, 1когда на пряжения, с.ни1маемые движками 4 п 13 с потенциометров 5 и 14, выравняются. Стоп-контажт 9 останавливается на определенном расстоянии от пуск-контакта 8. Инверсар 19 по отсутст ВИЮ напряжения на зажимах электродвигателя 15 выдает сигнал, включающий электродвигатель 18 привода контактной пластины 17. Происходит включение электродвигателя опорного ползуна на необходимый промежуток времени, и опорный ползун перемещается на нужный щаг. Контактная пластина 17 включает также пресс на рабочий ход. При изменении кривизны появившееся напряжение :на зажимах электродвигателя 15 отключает двигатель -перемещения пластины 17, а система управления прессом отключается от привада правильным -ползуном. Происходит установление нового щага перемещения опорного
ползуна, а затем новый рабочий ход и так далее до тех пор, пока стоп-контакты 9 не совмещаются с пуск-контактами 5 и не отключают электродвигатель 18. В случае если на каком-либо этапе правки изменения кривизны не происходит, то контактная пластина /7 не останавливается, и оиорный ползун перемещается на ту же величину, что и перед этим.
Предмет изобретения
1.Система управления перемещением опорного ползуна кривошипного правильного
пресса, со|держащая датчик кривизны профиля и задатчик шага 1перемещения опорного ползуна, отличающаяся тем, что, с целью обеспечения автоматического установления щага перемещения опорного ползуна в зависимости
от кривизны профиля и повышения точности правки, задатчик щага перемещения опорного ползуна выполнен в виде подвижной пары стоп-контактов и неподвижной пары пуск-жонтактов, рааположенной от подвижной пары
на заданном расстоянии и механически соединенной с движком потенциометра и ротором электродвигателя, электрически соединенных с датчиком кр.ивизны профиля, а меж,ду пуски стопконтактами расположен замыкающий
элемент.
2.Система управления, отличающаяся тем, что, с целью осуществления перемещения замыкающего элемента, последний механически соединен с ротором электродвигателя,. который электрически через инверсор присоединен к электродвигателю перемещения стоп-контактов.
19
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ УСИЛИЯ ПРАВКИ | 1972 |
|
SU421400A1 |
| Устройство для испытания шлифовальных кругов | 1983 |
|
SU1102665A1 |
| Устройство для дистанционной установки положения датчиков | 1980 |
|
SU1013912A1 |
| Эксцентриковый кривошипно-шатунный механизм с регулируемым ходом ползуна | 1987 |
|
SU1645607A1 |
| Правильный пресс | 1978 |
|
SU770602A1 |
| Электропривод для автоматического удержания вала насосного агрегата | 1984 |
|
SU1319214A1 |
| Прибор для определения тепломеханических свойств кожи | 1973 |
|
SU525013A1 |
| Правильный пресс | 1974 |
|
SU504583A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ РЕБРОВОЙ КРИВИЗНЫ ПОЛОСОВОГО ПРОКАТА | 1981 |
|
SU1037466A1 |
| ВИНТОВОЙ ВИБРОПРЕСС | 1993 |
|
RU2114736C1 |