1
Изобретемте относится к области хмехаии;-,;iUiin и автома-шзации кузиечно-шта.миовочноr j нроизводстпа.
Из1 естсп снособ автоматического регулнро,ча11ия усилия иравки иутем воздействия на ;лекгронривод перемещения опорного и нравилыюго нолзунов по сигналу отклонения кривизны профиля от заданного значения.
Для повышения точности правки по предла1аемому способу сигналом отклопения кривпзны профиля от заданного зиачепия произ1юдят относительное перемещение пуск - и стоп - контактных групн, управляющих эле.ктродвигателем неремещения опорного нолзуна, а ииверсированпой величиной сигнала управляют замыканием упомяпутых групп.
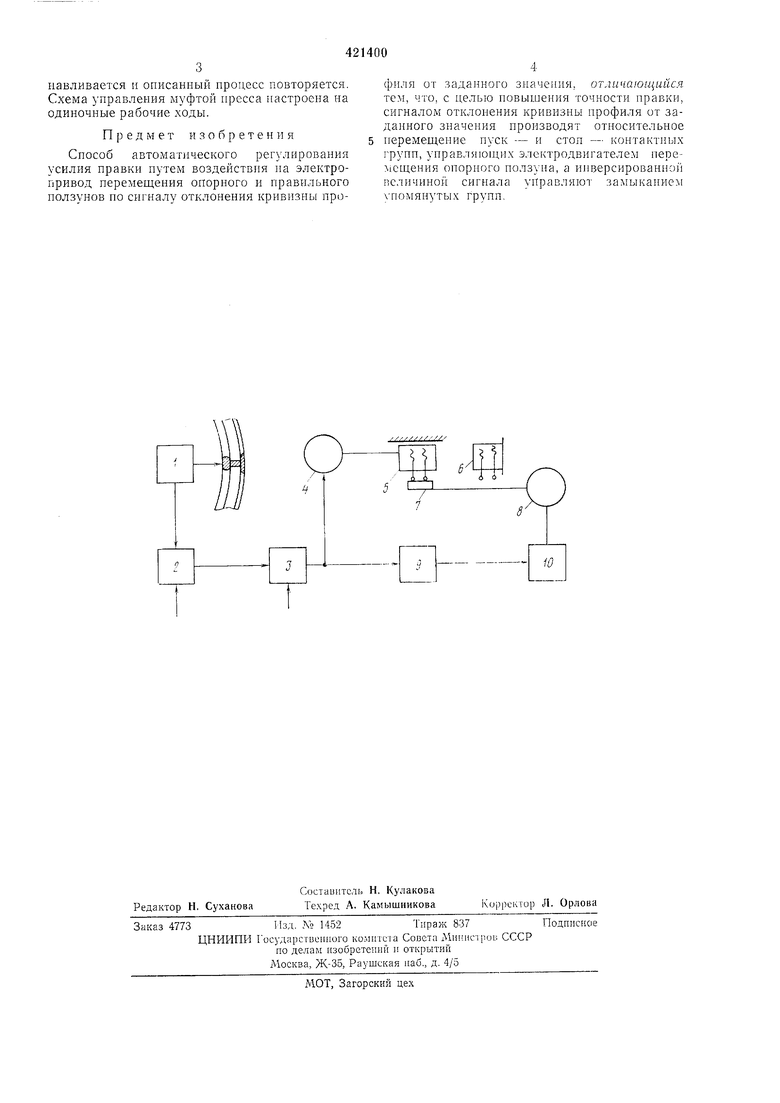
Способ поясняется блок-схемо1 г, прсдстазленной иа чертеже.
Датчик / кривизны профиля иосылает сигнал в сравнивающее устройство 2, куда подается заданное значение кривизиы профиля. В результате формируется сигнал отклонения кривизны профиля or задаииого значення. Последний поступает па компенсациоииую схему 3, куда подается комнепсирующий сигнал. С коль пенсациониой схемы сигнал подается па электродвигатель 4, который неремеитает пуск-контакты 5 по отношению к стоп-коитактам 6. Коитакты замыкаются равномерно перемен ающимся кулачком 7, приводимым электродвигателем 8. Контакты управ.тепия муфтой пресса, расположеикые также в зоие действия кулачка 7, иа чертеже условно не иоказаиы. С компеисационпой схемы 3 сигнал также подается иа инверсор 9 (устройство логического отрицания). При подаче на вход инверсора сигнала, на сто выходе сигнал отсутствует. При отсутствии ia входе инверсо)а сигнала, на его выходе появляется сигнал. С инверсора 9 сигнал подается ь:а управляющее ycTpoiiCTBo /6электродвигателя 8.
Когда включается схе.ма, датчик: / подводится к профилю. Па выходе кo п eнcaциoннoй схемы 3 появляется сигна.ч, пронсходит компенсацпя сигпала отклонения, электродвигатель -./ вращается, и коптакты 5 перемещаются. В этот момепт на выходе ннверсора 9 сиг1:ала нет, электродвигатель 8 не работает, а к лачок 7 иаходнтся в нсходном иоложеиин.
Как только наступает компеисацпя, т. е. еигпал с выхода схе.мы 3 псчезаст, па выходе ннверсора 9 появляется сигнал, включается электродвнгател 8, и кулачок 7 нере.мещается, последовательно замыкая ко ггакты 5 и 6, а :;атем и контакты включения пресса. Поскольку датчпк / кривизны в процессе правки постоянно присоединен к профилю, т. е. непрерывно дает информацию о кривизне профиля, то после рабочего хода вновь появляется сигнал отклонения, электродвигатель 8 останавливается и описанный нроцесс повторяется. Схема управления 1Муфтой пресса настроена на одиночные рабочие ходы.
Предмет изобретения
Способ автоматического регулирования усилия правки путем воздействия на электропривод иеремещения опорного и правильного ползунов по сигналу отклонения кривизны профиля от заданного значения, отличающийся тем, что, с целью новышения точности правки, сигналом отклонения кривизны профиля от заданного значения производят относительиое перемещение пуск - и стоп - коптаKTIUJX групп, управляюн их электродвигателем иереЛ1ещения опорного ползуна, а инверсированной величиной сигнала управляют замыканием хтюмянутых групп.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЕМОПОРНОГО ПОЛЗУНА КРИВОШИПНОГОПРАВИЛЬНОГО ПРЕССА | 1972 |
|
SU425694A1 |
| Устройство для управления вентильным электродвигателем | 1983 |
|
SU1166255A1 |
| Пневматическая система управления кривошипными прессами | 1972 |
|
SU451547A1 |
| Правильный пресс | 1974 |
|
SU504583A1 |
| АВТОМАТ ДЛЯ ОБВЯЗКИ ШТУЧНЫХ ИЗДЕЛИЙ С ОТВЕРСТИЕМ | 1973 |
|
SU397427A1 |
| ПРЕСС ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ | 1973 |
|
SU396153A1 |
| Устройство для управления манипулятором | 1985 |
|
SU1262450A1 |
| УСТРОЙСТВО ДЛЯ СЧИТЫВАНИЯ ИНФОРМАЦИИ, НАНЕСЕННОЙ КАРАНДАШНЫМИ МЕТКАМИ | 1969 |
|
SU235385A1 |
| Система управления прессом | 1980 |
|
SU1055658A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПЛАСТИН | 1970 |
|
SU264123A1 |
10
