Известен правильный пресс, содержащий смонтированные иа станине верхний ползун и нижний, несущий гребенку с правильным элементом, а также опоры для установки изделия, подлежащего правке.
Основной недостаток известного процесса - низкое качество правки.
Предлагаемый правильный пресс с целью повышения качества правки снабжен встроенным в нижний ползун нажимным элементом с клиновым приводом и кинематически с ним связанным через шток дополнительным приводом от электродвигателя, а также установленным в штоке круговым кулачком и взаимодействующими с ним конечными выключателями, ограничивающими ход клина, при этом опоры установлены с возможностью перемещения в направляющих станины.
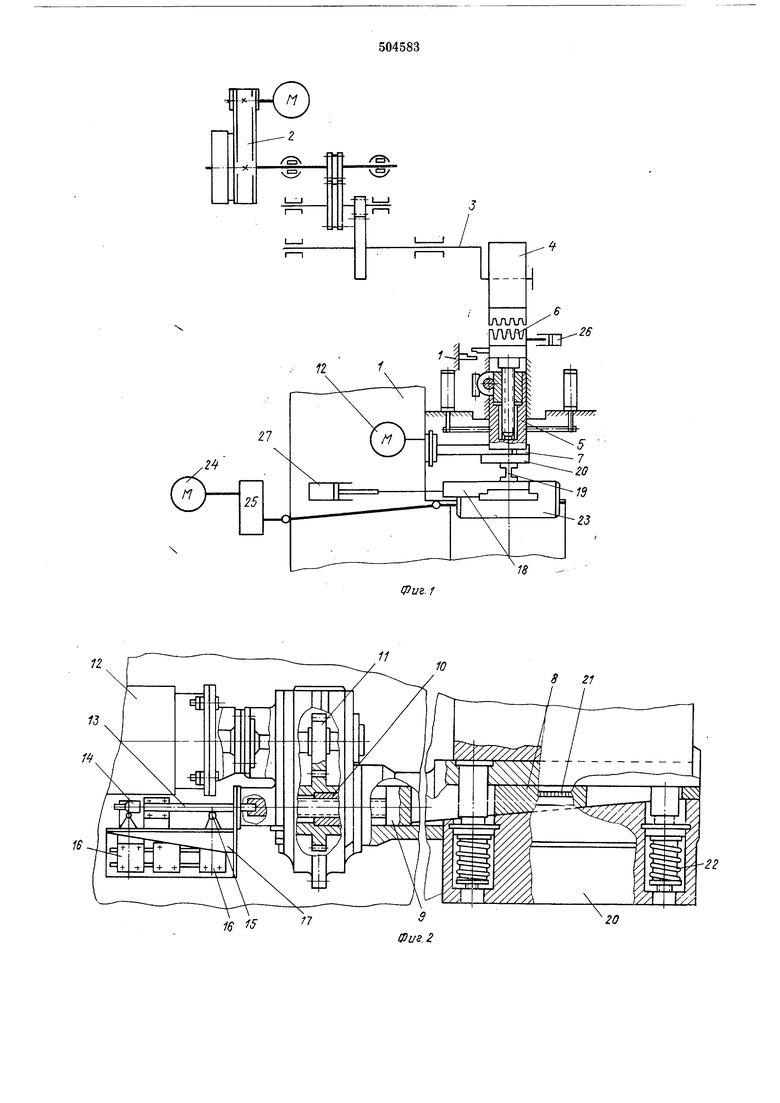
На фиг. 1 схематически показана кинематическая схема пресса с правильным элементом; на фиг. 2 - правильный элемент в укрупненном масштабе с частичным разрезом.
Пресс состоит из станины 1 (фиг. 1), привода 2, кривошипного вала 3, верхнего 4 и нижнего 5 ползунов, с включающей гребенкой 6. В нижний ползун встроен правильный элемент 7. Правильный элемент имеет клин 8 (фиг. 2), взаимодействующий с поверхностью нижнего ползуна 5, связанного со штоком 9 (фиг. 2), взаимодействующим с винтовой парой 10 редуктора 11. Вращение редуктор 11 получает от электродвигателя 12. Шток 9 жестко связан со штоком 13, несущим круговой кулачок 14, взаимодействующий с нажимными роликами 15 конечных выключателей 16. Конечные выключатели прикреплены к корытообразному корпусу 17 в разных плоскостях. Корытообразный корпус соединен с редуктором 11, который смонтирован на нижнем ползуне пресса. На столе станины 1 пресса установлены имеющие возможность вдвигаться и выдвигаться опоры 18. На опоры во время правки укладывается заготовка 19 кривизной к нажимному органу 20 правильного
элемента 7 нижнего ползуна 5 пресса. Для определения величины регулировки опускания нажимного органа служит линейка 21. Величина опускания нажимного органа зависит от кривизны заготовки, которая определяется
оператором. Позицией 22 обозначены пружины возврата правильного элемента в исходное положение, позицией 23 - приводные ролики; позицией 24 - электродвигатель приводных роликов, а позицией 25 - их редуктор. Позицией 26 показан привод гребенки 6, а позицией 27 - силовой цилиндр привода правильных опор.
Пресс работает следующим образом. Вращение, получаемое кривошипным валом
3 от привода 2, постоянно передается верхнему ползуну 4. Для привода нижнего ползуна 5 включается привод 26 гребенки. Выступы зубьев верхнего ползупа и гребепки совмещаются и поступательное движение от верхнего ползуна передается нижнему ползуну, ползун движется вниз, а вместе с ним движется вниз и правильный элемент 7 с нажимным органом 20. При движении вниз нажимной орган давит на заготовку 19 и заготовка выпрямляется. До следующей позиции заготовка подается приводными роликами 23. Так как кривизна заготовки в разных местах разная, то и ход нажимного органа должен быть тоже разным. Это достигается перемещением клина 8 правильного элемента 7 вперед, которое осуществляется от электродвигателя 12 через редуктор И. Вместе с шестернями редуктора вращается и гайка винтовой пары 10, преобразуя свое вращательное движение в поступательное движение щтока 9, связанного жестко с клином 8. Величина хода клина ограничивается конечными выключателями 16. При нажатии кнопки пуска электродвигателя (на чертеже не показана), клин перемещается вперед, перемещая и шток 9 со штоком 13 и круговым кулачком 14, взаимодействующим с нажимными роликами 15 конечных выключателей 16. При незначительной кривизне оператор нажимает кнопку включения электродвигателя привода 2 один раз. Винт, перемещаясь поступательно вперед, перемещает и круговой кулачок 14. При встрече кругового кулачка с нажимным роликом конечного выключателя электрическая цепь разрывается и электродвигатель останавливается. Для дальнейшего перемещения клина 8 нужно последующее нажатие на кнопку пуска электродвигателя привода клина. Клин перемещается, и перемещает круговой кулачок до встречи со следующим конечным выключателем. То есть при незначительной кривизне оператор нажимает кнопку включения электродвигателя привода клина один раз, при большей величине- два и больше раз. Точность величины регулировки опускания нажимного органа завнсит от угла нажимного клина и количества конечных выключателей. При обратном ходе правильного элемента с нажимным органом включается механизм реверса электродвигателя привода его (на чертеже не показан).
При этом включение электродвигателя происходит автоматически при встрече кругового кулачка с нажимным роликом конечного выключателя, специально для этих целей предназначенного. Возврат правильного элемента
в исходное положение осуществляется пружинами 22. Для подачи заготовки 19 служат приводные ролики 23, получающие вращение от электродвигателя 24 через редуктор 25. Ввод и вывод правильных опор из зоны правки и в
зону правки осуществляется силовым цилиндром 27.
Формула изобретения
1. Правильный пресс, содержащий смонтированные на станине верхний ползун и нижний, несущий гребенку с правильным элементом, а также опоры для установки изделия, подлежащего правке, отличающийся тем,
что, с целью повышения качества правки, он снабл ен встроенным в нижний ползун нажимным элементом с клиновым приводом и кинематически с ним связанным через шток дополнительным приводом от электродвигателя,
а также установленным в штоке круговым кулачком и взаимодействующими с ним конечными выключателями, ограничивающими ход клина. 2. Пресс по п. 1, отличающийся тем,
что опоры установлены с возможностью перемещения в направляющих станины.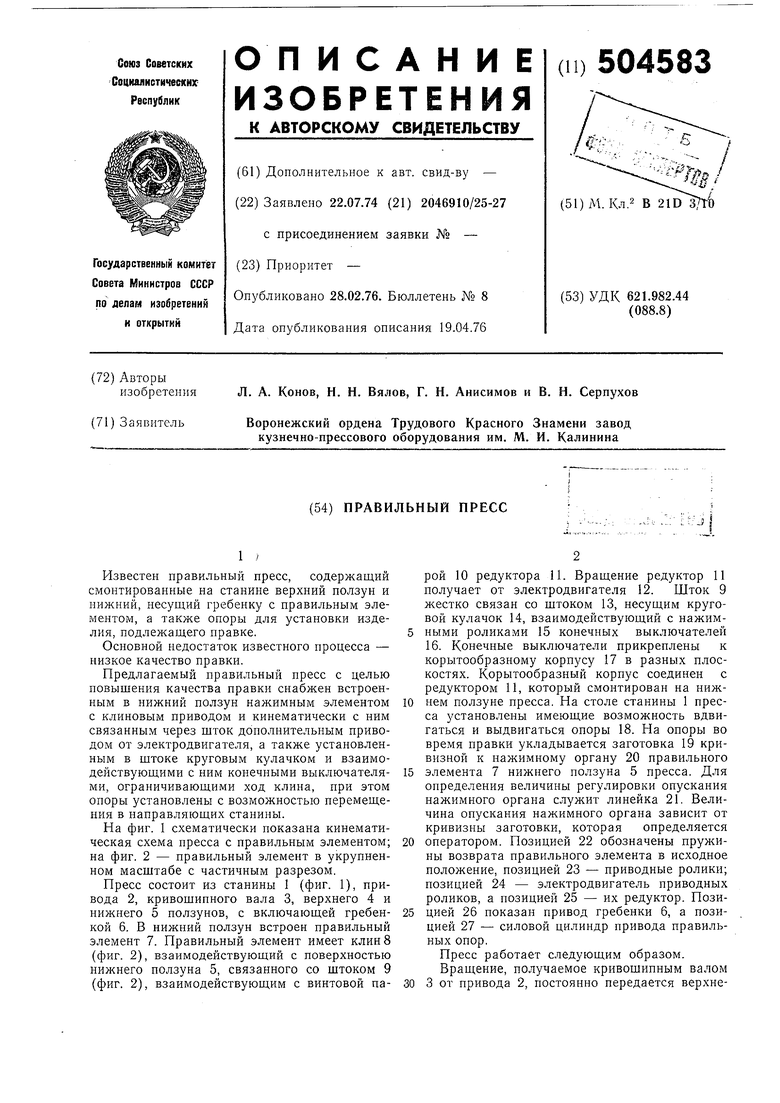
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильный пресс | 1975 |
|
SU632432A1 |
| Горизонтальный правильный пресс | 1983 |
|
SU1123758A1 |
| Автомат для сборки радиаторов | 1967 |
|
SU306688A1 |
| Горизонтальный правильный пресс | 1984 |
|
SU1237273A1 |
| ВЕРТИКАЛЬНЫЙ ПРАВИЛЬНЫЙ ПРЕСС | 1973 |
|
SU428817A1 |
| Станок для изготовления секций электрических машин | 1972 |
|
SU493862A2 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ | 1973 |
|
SU404528A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| Горизонтальный правильный пресс | 1984 |
|
SU1268244A2 |