1
Изобретение касается поперечно-винтовой периодической прокатки заготовок тел вращения.
Известен способ изготовления нолых железнодорожных осей, включающий нагрев заготовки, прошивку заготовки в гильзу, ее раскатку на стане-элонгаторе, прокатку гильзы на оправке в профильную заготовку на стане поперечно-винтовой периодической прокатки, окончательную формовку профиля и термомехапическую обработку. Этот способ включает также операцию заковки концов на прессах, являющуюся малопроизводительной и трудно поддающуюся автоматизации.
Предлагаемый способ отличается от известного тем, что с целью повышения производительности в заготовке прошивают отверстие диаметром больше заданного, а окончательную формовку профиля производят путем повторной прокатки но всей длине на стане поперечно-винтовой периодической прокатки с одновременной осадкой отверстия до заданного диаметра.
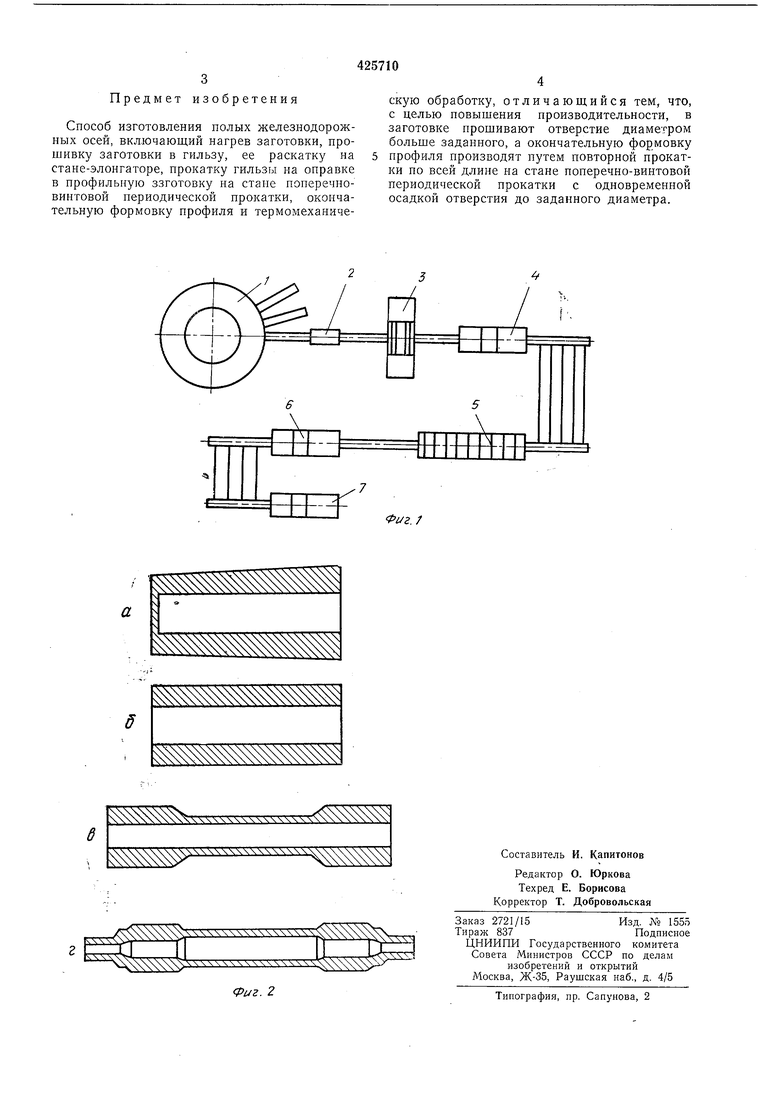
На фиг. 1 представлена установка для осуществления предлагаемого способа; на фиг. 2 - заготовка в процессе прокатки.
Сплошная заготовка или слиток нагревается в кольцевой печи 1 до температуры прокатки и пропускается через окалиносбиватель 2.
На прощивном нрессе 3 нуансоном большего диаметра заготовка прошивается в гильзу (см. фиг. 2а), раскатывается на стане-элонгаторе 4 (см. фиг. 26), подогревается в индукционной печи 5. Затем на первом трехвалковом стане 6 поперечно-винтовой периодической прокатки заготовка прокатывается па оправке также несколько большего диаметра (см. фиг. 20) и передается на второй стан
7 поперечно-винтовой периодической прокатки, в котором профильная заготовка вновь прокатывается без оправки с наружной и внутренней конфигурацией, соответствующей профилю изделия (см. фиг. 2г). После этого
заготовки оси подвергаются термомеханическому унрочнению.
Предлагаемый способ позволяет получать прошитые стаканы с меньшей разностенностью, изготавливать оси с неременным по
наружному и внутреннему диаметру профилем, повысить качество изделий за счет перераспределения обжатий между нервым и вторым станками периодической прокатки, экономить металл и расширить сортамент выпускаемых изделий за счет изготовления изделий с переменным внутреппим диаметром но всей длине, повысить производительность цеха за счет замены низкопроизводительного оборудования прокатным станом.
Предмет изобретения
Способ изготовления полых железнодорожных осей, включающий нагрев заготовки, прошивку заготовки в гильзу, ее раскатку на стане-элонгаторе, прокатку гильзы на оправке в профильную заготовку на стане поперечновинтовой периодической прокатки, окончательную формовку профиля и термомеханическую обработку, отличающийся тем, что, с целью повышения производительности, в заготовке прошивают отверстие диаметром больше заданного, а окончательную формовку профиля производят путем повторной нрокатки но всей длине на стане поперечно-винтовой периодической прокатки с одновременной осадкой отверстия до заданного диаметра.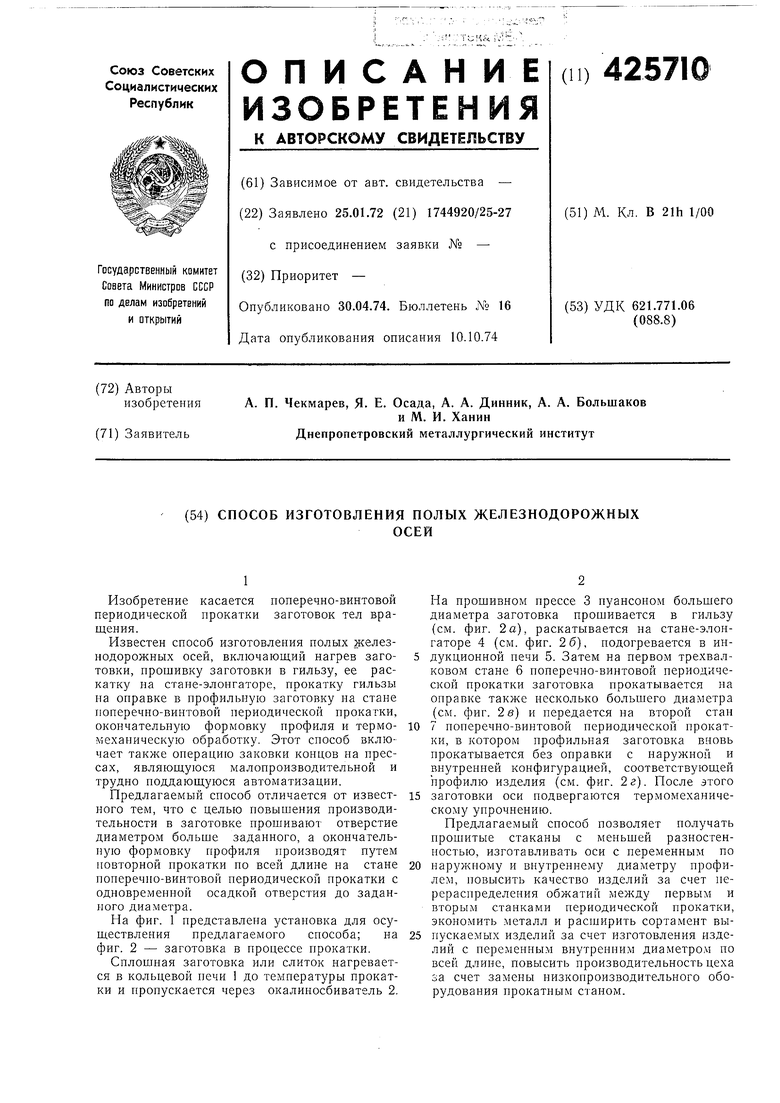
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Поточная линия для производства сплошных и полых периодических профилей | 1972 |
|
SU487701A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2586177C1 |
| Способ поперечной прокатки в винтовых калибрах круглых профилированных полых заготовок для кольцевых изделий | 1956 |
|
SU107607A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| Способ прокатки профильных гильз | 1979 |
|
SU902958A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Способ получения полой заготовки с дном | 1988 |
|
SU1563796A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
Фиг.
