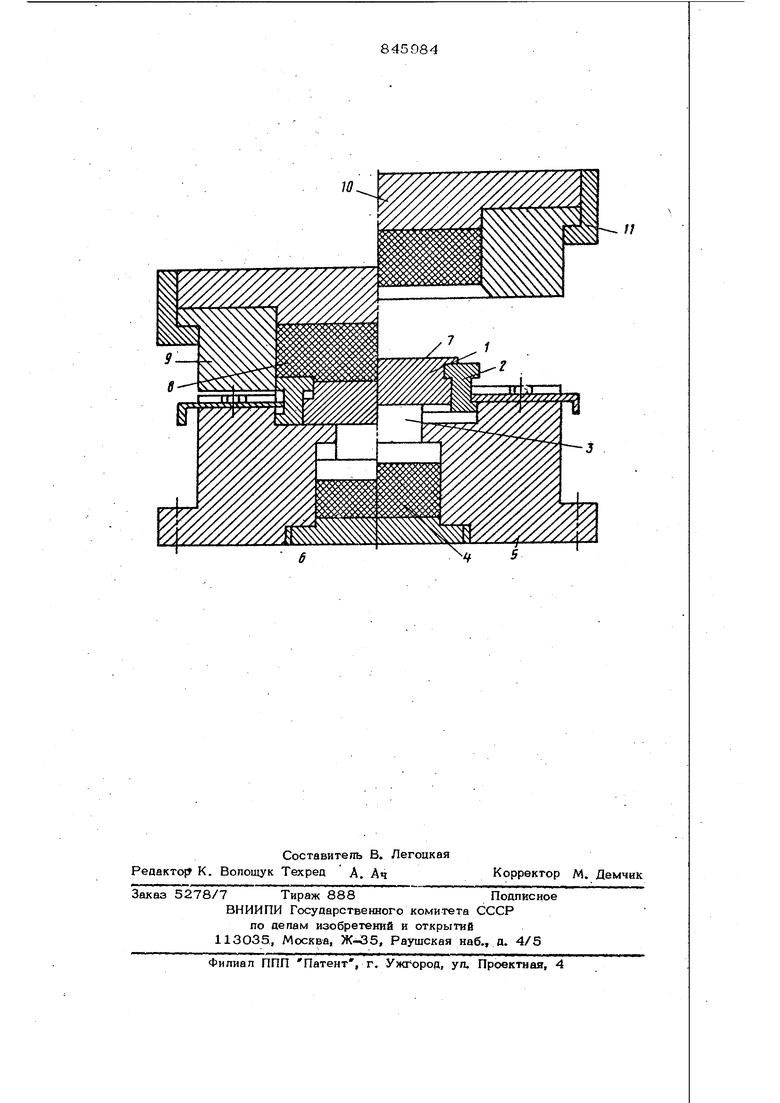
384 ООН, улкпючакдцийся в том, что к заготовке приклашлвают усилие по всему контуру вырубки и соолают зону концентрации напряжений путем изгиба заготовки эластич ной срецой по жесткому пуансону с контуром, соответствующим вырубаемому, и в этой зоне создают углубление, а затем воздействуют на заготовку эластичной средой, в направлении противоположном первоначальному, перед вырубкой осуществляют прижим периферийной части заготовки. С этой же целью штамп для осуществле ния способа, содержащий эластичную подушку, закрепленную на подвижной части 1лтомпа а в другой части шаблон-пуансон и подпружиненный прижим-выталяиватепь снабжен подвижно установленным в неподвижной части штампа съемником со ступо)}чатой полостью, шаблон-пуансон установлен подвижно, выполнен с выступом на наружной поверхности и размешен в полости съемника с возможностью относительного перемещения, а рабочий торец шабпона-пуансона в свободном состоянии расположен выше уровня съемника на О,30,8 толщины материала. Из чертеже изображен штамп для реали зации способа. Заготовку укладывают на шабпон-пуансо) 1 с контуром, соответствующим №1рубаемому, имеющим острые кромки и выступающим на 0,3-О,8 толщины матери ала заготовки над охватывающим его съемником 2, также имеющим острые режущие кромки. Инструмент (шабпон-пуансон 1 и съемник 2) устанавливается на выталкиватель 3, опирающийся на эластичный буфер 4, заключенный в неподвижной плите 5 и ограниченный заглушкой 6. Заготовку 7 прижимают к инструменту эластичной подушкой 8, заключенной в контейнер 9, который закреплен на подвижной плите Юс помощью захватов 11 Способ реализуют на штампе следующим образом. Оказывйя давление на эластичную подушку 8, перемещают заготовку, инструмент (шаблон-пуансон 1, съемник 2) при их относительной неподвижности до момента соприкосновения нижней поверхности съе ника 2 с неподвижной плитой 5, при этом изгибают при1гуск заготовки 7 по контуру шаблон-пуансон 1. Затем, увеличивая давление со стороны эластичной подушки 8, перемещают заготовку 7 вместе с шабпо- ном-пуансоном 1, производя дальнейшее сжатие буфера 4, изгибают припуск заготовки 7 в противоположном направлении 4 при этом создают всестороннее сжатие, продавливают заготовку по контуру съемника 2 и вырезают деталь. Всестороннее сжатие заготовки, изгиб ее припуска в одном а затем в другом направлении, предварительную затяжку буфера 4 и вырезку детали производят за один ход пресса на одной оправке. ормула изобретения 1.Способ вырубки деталей из листового материала эластичной средой, заключающийся в том, что к заготовке прикладывают усилие по всему контуру вырубки и создают зону концентрации напряжений путем изгиба заготовки эластичной средой по жесткому пуансону с контуром, соответствукяцим вырубаемому, и в этой зоне создают углубление, а затем воздействуют на заготовку эластичной средой в направлении, противоположном пер1воначальному, отличающийся тем, что, с целью повышения производительности, коэффициента использования материала, улучшения качества поверхности среза и повышения точности детали, перед вырубкой осуществляют прижим периферийной части заготовки. 2.Штамп для осуществления способа по п. 1, содержащий эластичную подушку, закрепленную на подвижной части штампа, а в другой части щабпон-пуансон и подпружиненный прижим-выталкиватель, от л и ча ющийся тем, что штамп снаб жен подвижно установленным в неподвижной части штампа съемником со ступенчатой полостью, шаблон-пуансон установлен подвижно, выполнен с выступом на наружной поверхности и размещен в полости съемника с возможностью относительного перемещения. 3.Штамп по п. 2, о т л и ч а ю щ и и с я тем, что рабочий торец шаблона-пуансона в свободном состоянии расположен выше уровня съемника на О,3 0,8 толшины материала. Источники информации, принятъ1е во внимание при экспертизе 1.Авторское свидетельство СССР № 463499, кл. В 211) 28/16, 18.О4.73. 2.Ходырев В. А. Проектирование, изготс ление и эксплуатация штампов с полиуретаном. Пермское книжное издатель- .ство, 1975, с. 48-49.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вырубной штамп | 1977 |
|
SU715176A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп для вырубки-пробивки деталей эластичной средой | 1985 |
|
SU1278070A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Вырубной штамп с эластичной матрицей | 1985 |
|
SU1278074A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| Штамп для вырубки круглых деталей | 1986 |
|
SU1433565A1 |