Изобретение относится к технологической оснастке для холодной штамповки, в частности к штампам для пробивки пазов в стенках полых тонкостенных деталей при моугольного сечения типа корпусов интегральных схем и может быть использовано в машино- и приборостроении.
Цель изобретения - повышение стойкости штампа и качества получаемых деталей путем повышения надежности очистки рабочих кромок пуансонов и матриц от отходов штамповки и охлаждения этих инструментов.
На фиг. 1 показан штамп, общий вид, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Штамп содержит основание 1, установленную на нем каретку 2, несущую пуансон 3 с чередующимися зубьями и впадинами, расположенные в основании полуматрицы 4,
ступает в канал 15 и осуществляет очистку сжатым воздухом заготовки 28 и выходного канала 26. При этом сжатым воздухом, выходящим из канала 14, производится очистка пуансона 3 и полуматриц 4 перед подачей в них заготовки 28. В нижнем крайнем положении прижи.ма 10 т. е. когда заготовка 28 находится в полуматрицах 4, канал 16 закрыт, а канал 15 соединен с каналами 19 и 18.
При дальнейшем опускании плиты 7 клин 9 перемещает каретку 2 влево (фиг. 1), и установленный в ней пуансон 3 пробивает пазы в левой стенке заготовки 28, а затем клин 8 перемещает каретку 2 вправо (в этом положении штамп показан на фиг. J), и пуансон 3 пробивает пазы в правой стенке заготовки 28. При перемешении каретки 2 влево зубья пуансона 3 подходят к стенке заготовки 28, а кан-ал 24 соединяется с канало.м 19, и
10
15
шибер 5, выталкиватель .6, подвижную верх- 20 сжатый воздух по каналу 14 равномерно нюю плиту 7, на которой закреплены клинья 8 и 9 и установлен прижим 10, снабженный пружиной 11. Клинья 8 и 9 поджаты снизу плитой 12, опирающейся на пружину 13. В прижиме, 10 выполнен продольный канал для подвода сжатого воздуха 14, открытый со стороны пуансона 3 и идущий вдоль оси прижима, а также поперечные каналы 15 и 16. В основании 1 также выполнены каналы 17-20 для подачи сжа25
поступает во все пазы пуансона 3, так как ширина канала 14 равна щирине рабочей части пуансона (фиг. 3). Поскольку площадь поперечного сечения канала 14 (и соответственно подводных каналов) значительно превышает площадь поперечного сечения пазов пуансона 3, закрытых сверху прижимом 10, то в их объеме создается избыточное давление, что облегчает внедрение рабочих зубьев пуансона 3 в
того воздуха, а также камера 21. Каналы ЗО стенку заготовки 28 (сжатый воздух в дан18 и 19 расположены симметрично относительно оси прижима. В каретке 2 также выполнены каналы 22-24 для нодачи сжатого воздуха. Кроме того, в каретке 2 имеется канал 25 для удаления отходов пробивки, а в основании 1 - канал 26 для удаления 35 деталей после пробивки в них пазов и канал 27 для подачи заготовок. Заготовка обозначена позицией 28.
Штамп работает следующим образом.
Верхняя плита 7 опускается из крайнего верхнего положения и опускает клинья 8 и 9. Клин 8 отводит щибер 5 влево (на фиг. 1 клин 8 показан в отведенном положении) и на место, освободившееся от шибера, подающий механизм (не показан) пеном случае частично выполняет функции воздушной смазки) и их извлечение при обратном ходе каретки 2. Это уменьшает остаточный прогиб зубьев, получаемых в детали в процессе пробивки пазов, и, соответственно, повышает качество деталей. Одновременно сжатый воздух, выходя из пазов пуансона 3 с правой, стороны, резко расширяется на выходе и охлаждает режущие кромки пуансона 3 непосредственно Q перед рабочим циклом (перед перемещением вправо), что увеличивает долговечность пуансона и матрицы.
Затем плита 7 опускается еще ниже, и клин 8 перемещает каретку 2 вправо. Зубья пуансона 3 выходят из пробитых пазов в
ремещает заготовку 28. Одновременно опу- 45 левой стенке заготовки, куда в виде импуль- скается прижим 10 и прижимает другую са поступает сжатый воздух из пазов пуан- заготовку 28 к выталкивателю 6. Вместе сона 3, и отходы от пробивки выдуваются с клиньями 8 и 9 опускаются плита 12 и выталкиватель 6. Заготовка 28 зажимается
в канал 25 и удаляются из штампа. В нейтральном положении каретки 2 каналы 19 и 18 закрыты, а при дальнейшем перемещении каретки 2 вправо канал 18 соединяется с каналом 23 и сжатый воздух поступает в канал 14, т. е. он коммутируется как и при движении каретки влево.
между прижимом 10 и выталкивателем 6, что обеспечивает ее фиксацию, и подается в таком состоянии в полуматрицу 4.
При опускании прижима 10 в полуматрицу 4 канал 15 проходит через канал 27 подачи заготовок и канал 26 для удаления
50
в канал 25 и удаляются из штампа. В нейтральном положении каретки 2 каналы 19 и 18 закрыты, а при дальнейшем перемещении каретки 2 вправо канал 18 соединяется с каналом 23 и сжатый воздух поступает в канал 14, т. е. он коммутируется как и при движении каретки влево.
При подъеме верхней плиты 7 описанготовых деталей. В этот момент канал 1655 чые операции повторяются в обратной понаходится в камере 21, и сжатый воздухследовательности. Когда выталкиватель 6
по каналам 17, 22, 23 и 20 поступает в ка-поднимается плитой 12 до упора в пуанмеру 21, а из нее по каналам 16 и 14 по-сон 3, верхняя поверхность его двух выступает в канал 15 и осуществляет очистку сжатым воздухом заготовки 28 и выходного канала 26. При этом сжатым воздухом, выходящим из канала 14, производится очистка пуансона 3 и полуматриц 4 перед подачей в них заготовки 28. В нижнем крайнем положении прижи.ма 10 т. е. когда заготовка 28 находится в полуматрицах 4, канал 16 закрыт, а канал 15 соединен с каналами 19 и 18.
При дальнейшем опускании плиты 7 клин 9 перемещает каретку 2 влево (фиг. 1), и установленный в ней пуансон 3 пробивает пазы в левой стенке заготовки 28, а затем клин 8 перемещает каретку 2 вправо (в этом положении штамп показан на фиг. J), и пуансон 3 пробивает пазы в правой стенке заготовки 28. При перемешении каретки 2 влево зубья пуансона 3 подходят к стенке заготовки 28, а кан-ал 24 соединяется с канало.м 19, и
сжатый воздух по каналу 14 равномерно
поступает во все пазы пуансона 3, так как ширина канала 14 равна щирине рабочей части пуансона (фиг. 3). Поскольку площадь поперечного сечения канала 14 (и соответственно подводных каналов) значительно превышает площадь поперечного сечения пазов пуансона 3, закрытых сверху прижимом 10, то в их объеме создается избыточное давление, что облегчает внедрение рабочих зубьев пуансона 3 в
ном случае частично выполняет функции воздушной смазки) и их извлечение при обратном ходе каретки 2. Это уменьшает остаточный прогиб зубьев, получаемых в детали в процессе пробивки пазов, и, соответственно, повышает качество деталей. Одновременно сжатый воздух, выходя из пазов пуансона 3 с правой, стороны, резко расширяется на выходе и охлаждает режущие кромки пуансона 3 непосредственно перед рабочим циклом (перед перемещением вправо), что увеличивает долговечность пуансона и матрицы.
Затем плита 7 опускается еще ниже, и клин 8 перемещает каретку 2 вправо. Зубья пуансона 3 выходят из пробитых пазов в
левой стенке заготовки, куда в виде импуль- са поступает сжатый воздух из пазов пуан- сона 3, и отходы от пробивки выдуваются
в канал 25 и удаляются из штампа. В нейтральном положении каретки 2 каналы 19 и 18 закрыты, а при дальнейшем перемещении каретки 2 вправо канал 18 соединяется с каналом 23 и сжатый воздух поступает в канал 14, т. е. он коммутируется как и при движении каретки влево.
При подъеме верхней плиты 7 описанчые операции повторяются в обратной поступов, по ширине равных толщине стенки заготовки (фиг. 3), устанавливается на одном уровне с дном канала 26 и шибер 5 перемешает заготовку 28 под поднятый прижим 10. При этом деталь 28 с пробитыми пазами выталкивается в канал 26, откуда она удаляется сжатым воздухом при последующем опускании плиты 7.
Автоматическое удаление отходов после каждого рабочего цикла, предварительная
налом для подвода сжатого воздуха, и канал для удаления отходов, а также содержащий матрицу и выталкиватель, размещенные на основании, каретку, несущую пуансон с чередующимися зубьями и пазами и установленную на основании с возможностью перемещения в плоскости, перпендикулярной оси давления, и переноса пуансона с одной рабочей позиции на другую, плиту, подвижную относительно ОСпрочистка рабочих пазов в пуансоне и матри- Юнования, несущую подпружиненный относице, а также загрузочного канала и посту-тельно нее прижим, отличающийся тем,
пающей в матрицу заготовки значительночто, с целью повышения стойкости штампа
повышают долговечность штампа, произво-и качества изделий за счет повышения надительность и качество пробивки пазов.дежности удаления отходов пробивки из паЭтому же способствует и охлаждение рабо- зов пуансонов и охлаждения кромок пуанчих зубьев пуансона и матрицы перед рабо-сонов и матриц, каналы для подвода сжачим циклом и после него. того воздуха также выполнены в прижиме
и каретке, в прижиме один канал выполнен
Формула изобретенияоткрытым в направлении пуансона и расположен вдоль оси прижима, а остальные
Штамп для пробивки пазов в противо- 20каналы расположены под углом к оси, в
лежащих стенках полых тонкостенных де-основании по меньшей мере часть каналов
талей типа корпусов интегральных схем,размещена симметрично относительно оси
содержащий основание, в котором выпол-прижима, а в каретке каналы расположены
нены каналы для подачи заготовок и уда-с возможностью сообщения с каналами приления готовых деталей, соединенные с ка-жима и .основания.
налом для подвода сжатого воздуха, и канал для удаления отходов, а также содержащий матрицу и выталкиватель, размещенные на основании, каретку, несущую пуансон с чередующимися зубьями и пазами и установленную на основании с возможностью перемещения в плоскости, перпендикулярной оси давления, и переноса пуансона с одной рабочей позиции на другую, плиту, подвижную относительно ОСнования, несущую подпружиненный относии 27 28 6 7 lit
2J
«
9U8. 2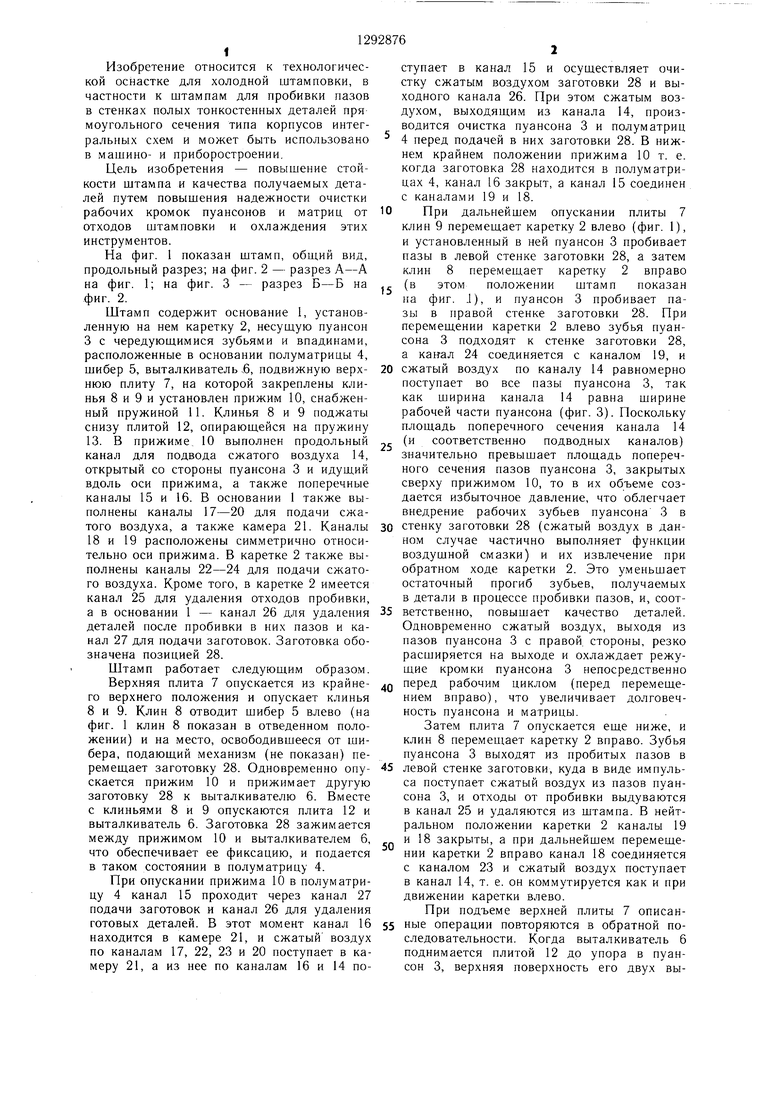
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки штучных заготовок | 1985 |
|
SU1258562A1 |
| Штамп-автомат | 1985 |
|
SU1296266A1 |
| Штамп для штамповки деталей | 1982 |
|
SU1063523A1 |
| Штамп для штамповки деталей | 1985 |
|
SU1266635A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Штамп совмещенного действия | 1986 |
|
SU1375381A1 |
| ШТАМП ДЛЯ ОДНОВРЕМЕННОЙ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ НЕСКОЛЬКИХ ПОЛЫХ ДЕТАЛЕЙ | 1986 |
|
SU1840347A1 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ПРОБИВКИ ОТВЕРСТИЙ | 1973 |
|
SU361004A1 |
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |

Изобретение относится к оснастке для пробивки пазов в стенках полых деталей преимущественно прямоугольного сечения типа корпусов интегральных схем. Цель изобретения - повышение стойкости штампа и качества детален путем повышения надежности удаления отходов и ах- лаждения режуших кромок пуансонов (П) и матриц. Это достигается выполнением в основании, прижиме и каретке, несуш.ей П, системы сообщающихся каналов (К) для подачи сжатого воздуха. При опускании верхней плиты каретка устанавливается в положение, при котором один из ее К связывает один из К в прижиме с одним из К в основании, П пробивает пазы в одной из стенок детали. При перемещении каретки П пробивает пазы в другой стенке. Воздух, проходя через К в прижиме, каретке и основании, удаляет обработанные детали и отходы пробивки, очищает кромки П и матриц и охлаждает их. 3 ил. ю со ю 00 О5
1
| Штамп для обработки штучных заготовок | 1985 |
|
SU1258562A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
