штанге 2, которая размещена на карет- ке 3. Каретка перемещается винтом 7 посредством электропривода 8 по нап- равлякяцей 6. На последней установлены ползуны 9 с шарнирно закрепленными копирными щупами (КЩ) 11. Устройство КЩ ориентируется относительно детали 16, Последняя вращается. На КЩ установлены упоры 13 с выключателями (В) 14 и 15. Начальный Б 14 включает сварочный ток, вращатель 18
1
Изобретение относится к сварке, в частности к автоматической наплавке деталей типа тел вращения при их восстановлении или изготовления.
Цель изобретения - повышение каче .ства наплавки проточных поверхностей деталей различной длины и деталей с неровными торцовыми поверхностями пр самоустановке горелки по контуру торцовых Поверхностей за счет механичес кой ориентировки устройства тельно наплавляемой поверхности.
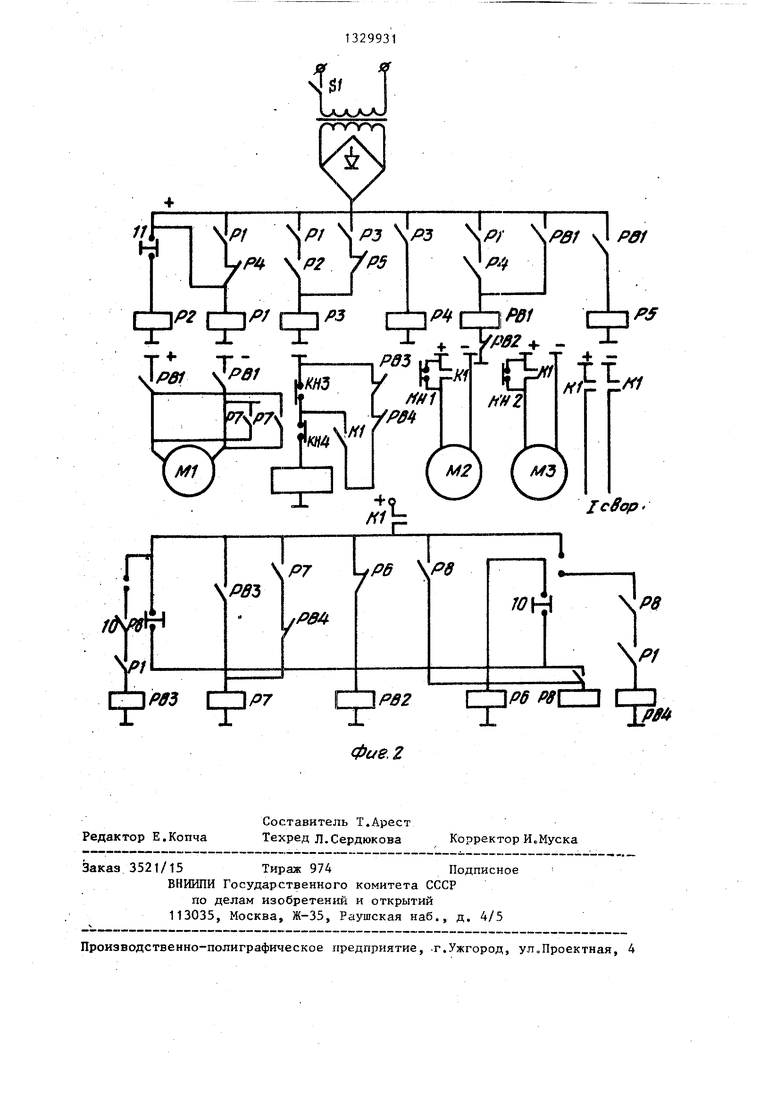
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - электрическая схема устройства.
Устройство состоит из горелки 1 закрепленной на штанге 2, которая установлена на каретке 3 с помощью шарнира 4 и подпружинена пружинами 5. Каретка 3 установлена на направ- ляющей 6 и перемещается по ней с помощью ходового винта 7 от электропривода 8. На ползунах 9, размещенных на направляющей 6, с помощЬ|Ю шарниров 10 установлены штангообразные ко- пирные щупы 11, подпружиненные друг относительно друга пружиной 12 с регулируемым натяжением. На копирных шупах 11 установлены регулируемые упоры 13 с начальным контактньм вык- лючателем 14 и конечным контактным выклвочателем 15. С помощью копирных щупов 11 устройство ориентировано относительно детали 16, которая закреплена на шпинделе 17 вращателя 18с помощью патрона 19. На вращателе 18 установлен концевой контактный выключатель 20 шагового перемещения гои электропривод 8 через концевой В 20. Конечный В 15 отключает электропривод 8., сварочный ток и вращатель 18 также через кондевой В 20. Устройство обеспечивает механическую ориентировку относительно детали за счет КЩ, наплавку первого и последнего валиков по крышке за счет упоров 13, повторение горелкой контуров торцовых поверхностей детали за счет шарнирной подвески штанги 2. 2 ил..
5
г, 0
0 5
релки, срабатывающий от кулачка 21, установленного на патроне 19.
Начальный выклкиатель 14 (KB 3) включает цепь питания горелки,электропривод вращателя детали и электропривод механизма шагового перемещения горелки через концевой выключатель 20 (КБ 1) вращателя. Конечный выключатель 15 (KB 2) отключает электропривод шагового перемещения, 1депь питания горелки и привод вращателя через кондевой выключатель 20.
Устройство работает следующим образом,
В исходном положении штанга 2 горелки 1 (пружина 5 в каретке 3 сжата) нажимает на начальный выключа- :тель 14 (KB 3), Кулачок 21 нажимает на кондевой выключатель 20 (KB 1). На электросхему устройства подано напряжение (S 1 замкнут). Реле Р1 подготавливает цепи включения реле РЗ и Р4. При нажатии кнопки Пуск КН 3 срабатывает контактор К1. Через его контакты подается напряжение на схему управления, двигатель М2 вращателя, двигатель МЗ подачи проволоки и сварочный ток на горелку. Начинается наплавка крайнего кольцевого валика. При повороте детали на некоторый угол кулачок 21 сходит с концевого выключателя 20 (КБ 1) и его контакты замыкаются . Срабатывает реле Р2 и через контакты Р1 и Р2 срабатывает реле РЗ, которое само- блокируется. Реле РЗ разрывает цепь блокировки реле Р1 и включает реле Р4, После окончания наплавки кольцевого валика при повторном нажатии, концевого выключателя 20 (КБ 1) срабатывает реле Р1 и РВ1, которое самоблокируется. Реле времени РВ1 включает реле Р5 и двигатель Ml на время, обеспечивающее перемещение горелки на один шаг для наплавки следующего кольцевого валика.
Цикл наплавки повторяется аналогично до подхода штанги 2 к конечному выключателю 15 (KB 2). При очередном перемещении горелки 1 штанга 2 нажимает на конечный выключатель 15 (КБ 2) и разрывает цепь питания реле Рб. Через контакты реле Р6 включается реле времени РВ2 и разрывается цепь питания реле времени РВ1, включающего двигатель Ml перемещения горелки с выдержкой, обеспечивающей перемещение каретки на величину, равную половине шага для обеспечения сжатия пружин 5 каретки 3. При замыкании нормально открытых контактов конечного выключателя 15 (KB 2) и замкнутом контакторе Р1, когда кулачок 21 нажимает концевой выключатель 20 (КБ 1), срабатывает реле времени РБЗ, которое разрывает цепь блокировки контакторов К1, Отключается питание схемы управления, двигателей М2 и МЗ, а также сварочный ток.
Предлагаемое устройство йозволя- ет за счет копиров-ограничителей хода осуществлять механическую ориентировку устройства относительно обрабатываемой поверхности, за счет регулируемых упоров, установленных на . копирах, обеспечивает наплавку первого и последнего валиков по кромке независимо от того, является ли отношение длины образующей поверхности к шагу цельЕч числом или нет, за счет шарнирной подвески штанги и компен- J- сир тощего сжатия пружины на каретке при наплавке первого и последнего валиков позволяет повторять горелке, следуя за копиром, контуры торцовых кромок, что обеспечивает наплавку 0 деталей с неровными торцовыми кром-- ками.
Ф о рмула изобр е т е н и я
5 Устройство для наплавки деталей типа тел вращения, содержащее механизм шагового перемещения наплавочной горелкк с электроприводом и кареткой, установленной на направляю0 щей, закрепленную на каретке штангу с горелкой, вращатель детали с кон- цевыМи выключателями шагового перемещения горелки и ограничители хода горелки с начальным и конечным кон5 тактными выключателями процесса наплавки, отличающееся тем, что, с целью повьш1ения качества наплавки кромочных поверхностей деталей различной длины и деталей с не0 ровными торцовыми поверхностями за счет механической ориентировки устройства относительно наплавляемой поверхности при самоустановке горелки по контуру торцовых поверхностей,
штанга с горелкой смонтирована на
каретке щарнирно и подпружинена, а ограничители хода горелки с начальным и конечным контактными выключателями снабжены регулируемыми упора- ми и выполнены в виде взаимно подпружиненных штангообразных копирных щупов торцовых поверхностей детали.
PBf Pfft
Сз
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ ТРУБ С ТРУБНБШИ ДОСКАМИ | 1970 |
|
SU270154A1 |
| Устройство для наплавки поверхностей тел вращения | 1988 |
|
SU1540977A1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| Установка для механизированной наплавки | 1989 |
|
SU1645086A1 |
| Мобильный расточно-наплавочный комплекс | 2020 |
|
RU2753849C1 |
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
| Устройство для восстановления наплавкой поверхностей тел вращения с изменяющейся по контуру кривизной | 1986 |
|
SU1382612A1 |
| Устройство для изготовления зеркально-растрового экрана | 1984 |
|
SU1211685A1 |
| Устройство для автоматической сварки криволинейных швов | 1985 |
|
SU1379040A1 |
| Способ подачи деталей несимметричной формы в ориентированном положении | 1958 |
|
SU119771A1 |
Изобретение относится к области сварки, в частности к автоматической наплавке деталей типа тел вращения при их восстановлении или изготовлении. Целью изобретения является повышение качества наплавки кромочных поверхностей деталей, а также деталей с неровными торцовыми поверхностями. Устройство состоит из горелки 1, закрепленной на шарнирно установленной подпружиненной пружиной 5 W фиг.1 гг
дД|М
Фс/e.Z
Редактор Е.Копча
Составитель Т.Арест Техред Л.Сердюкова
Заказ 3521/15 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, .г.Ужгород, ул„Проектная, 4
pff
f
P6 P8
Ф
Корректор И.Муска
| Устройство для сварки | 1981 |
|
SU1002121A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для твердофазного культивирования микроорганизмов | 1986 |
|
SU1463752A1 |
