Я
(Л
ее -з
со
ней к тракам гусеничных машин. Цель изобретения - обеспечение приварки деталей двусторонним незамкнутым швом и повышение производительности. На основании 1 смонтированы вращатель с поворотным столом 2 и поворотной планшайбой 6, каретка с ползуном и дополнительная каретка, установленная на ползуне. Внутри полого вала 4 стола 2 смонтирован механизм поворота планшайбы. Внутри вала планшайбы 6 размещен подпружиненный шток 34 сталкивателя детали. Сначала выполняется наружный шов детали (Д) 13
при вращении поворотного стола 2 и взаимодействии копира 15 с копирным роликом, установленным на каретке. По окончании сварки наружного шва Д 13 каретка поднимается вверх. Ползун перемещается вниз, каретка опускается и производится сварка внутреннего шва Д 13, По окончании сварки этого шва производится поворот планшайбы 6 на 180 ив зону сварки подается Д 14. После сварки всех деталей срабатывает гидроцилиндр 35 и шток 34 сталкивателя сбрасывает сваренные изделия. 10 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1972 |
|
SU323239A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
Изобретение относится к области сварки, а именно к устройствам для приварки двусторонним незамкнутым швом одинаковых деталей, расположенных по окружности на равном друг от друга расстоянии. Изобретение может быть использовано при приварке греб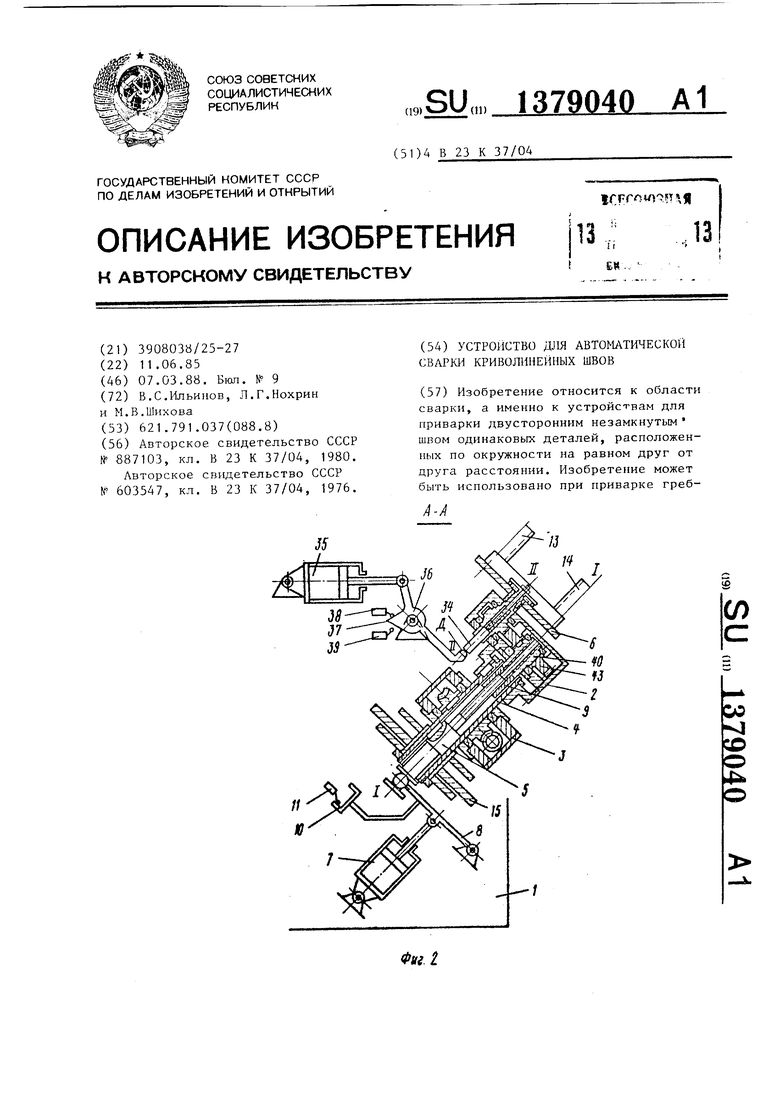
1
Изобретение относится к сварке, э именно к устройствам для приварки двусторонним швом в автоматическом режиме незамкнутых деталей, состоящих из повторяющихся элементов криволинейной поверхности и расположенных ко 1центрично, и может быть использовано в машиностроении, например, при приварке гребней к тракам гусеничных машин.
Цель изобретения - обеспечение приварки двусторонним незамкнутым швом нескольких деталей, расположенных по окружности на одинаковом друг от друга расстоянии.
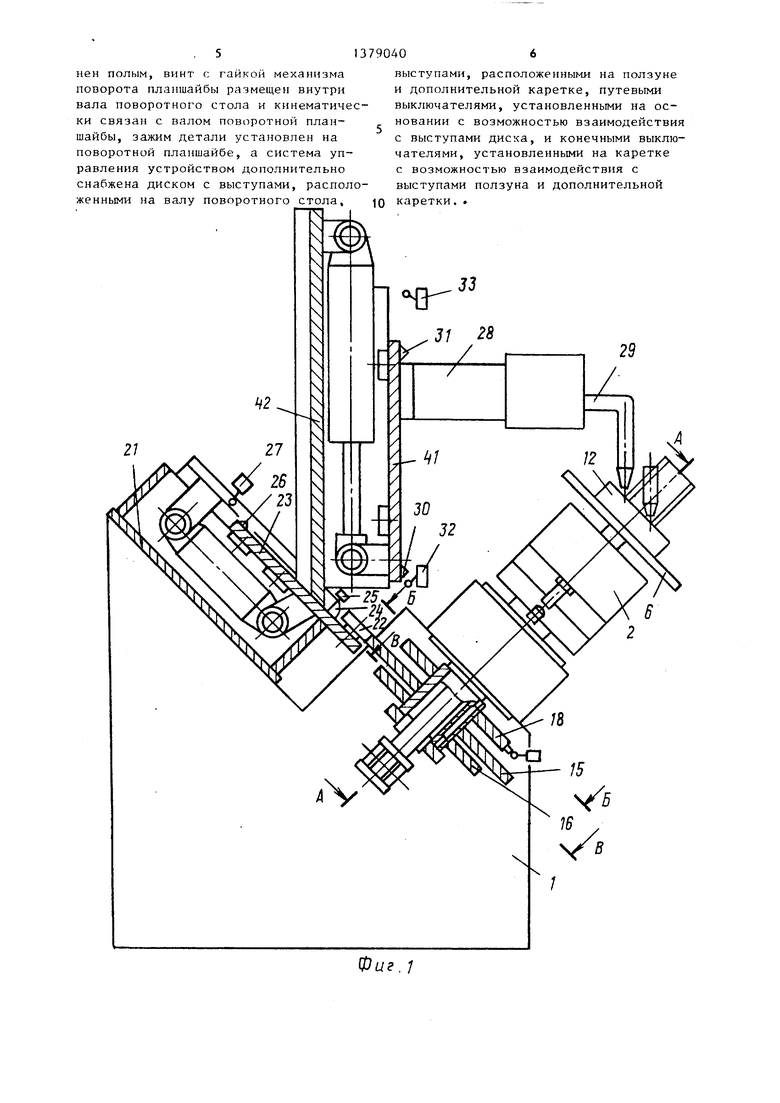
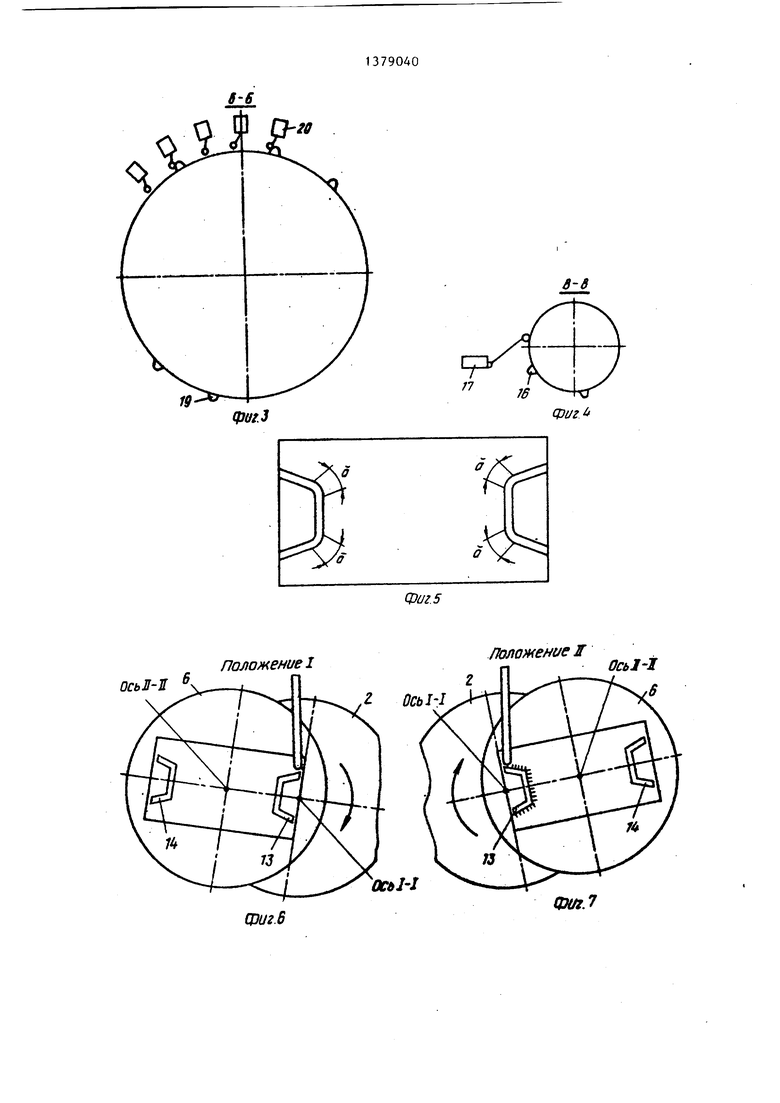
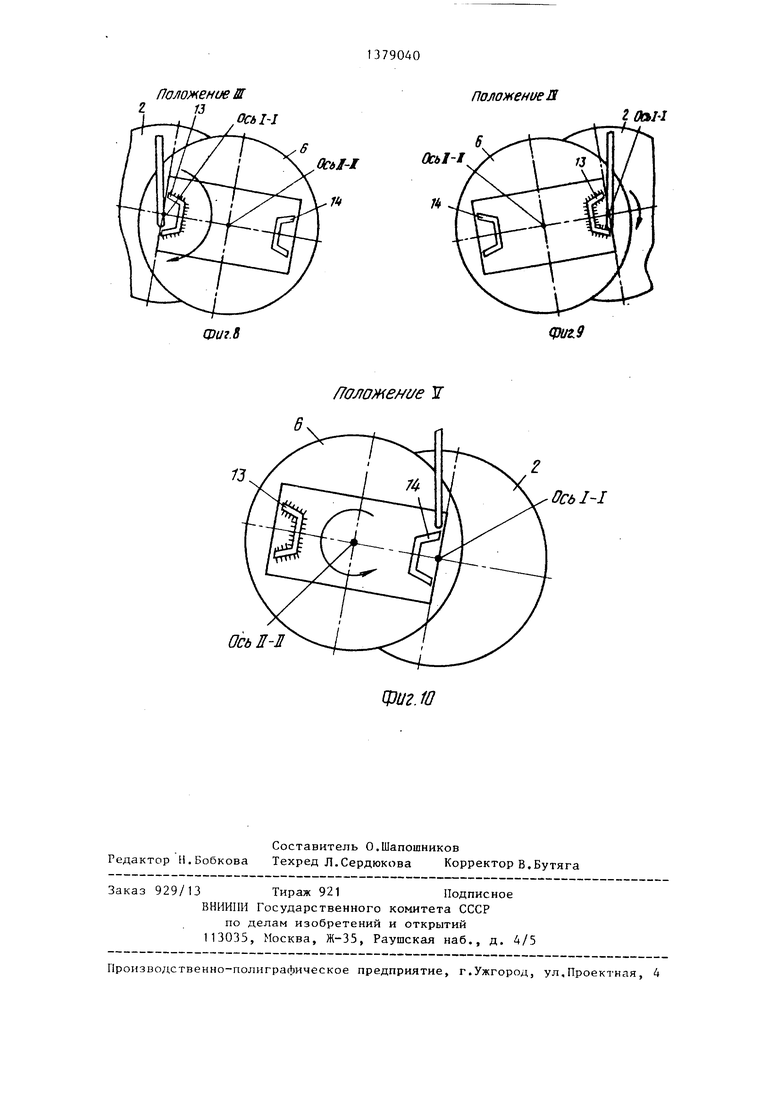
На фиг. 1 приведено устройство, об1дий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.1; на-фиг. 4 - разрез В-Внафиг.1 на фиг. 5 - участок замедления сварки; на фиг. 6-10 - последовательност операций:положение I (исходное); положение II (сварка наружного шва первой детали); положение III (настройк для сварки внутреннего шва первой детали); положение IV (сварка внутреннего шва первой детали; положение V (настройка для приварки второй детали) .
Устройство содержит основание 1, на котором смонтирован поворотный стол 2, имеющий привод 3 вращения. Вал 4 привода 3 выполнен полым, в нем размещен винт 5 механизма поворота планшайбы 6, включающего и гидроцилиндр 7, рычаг 8 и rafiKy 9, На
рычаге 8 закреплена вилка 10, взаимодействующая с конечным выключателем 11. На планшайбе 6 зажато изделие 12 с предварительно прихваченными деталями 13 и 14. На валу 4 привода 3 закреплен копир 15, соответст- вующий контуру сварного шва, копир {б, воздействующий на дроссель 17, закрепленный на основании 1, и диск 18 с размещенными на нем выступами 19, взаимодействующими с путевыми выключателями 20, обеспечивающими последовательность операций. На основании 1 находится подвижная наклонная каретка 21 с закрепленным на ней копирным роликом 22, находящимся в постоянном контакте с копиром 15. На каретке 21 с возможностью прямолинейного движения относительно нее размещен ползун 23, имеющий кулачок 24 нижнего положения ползуна, взаимодействующий с конечным выключателем 25, закрепленным на каретке 21, и кулачок 26, взаимодействующий с конечным выключателем 27 верхнего положения ползуна. На ползуне 23 закреплена дополнительная каретка 28 с размещенной на ней свароч- НОЙ головкой 29, имеющая кулачок 30 нижнего и кулачок 31 верхнего положения каретки, взаимодействующие соответственно с конечными выключателями 32 и 33, закрепленными на ползуне 23. В вал планшайбы 6 встроен подпружиненный шток 34, сталкиватель издалия 12, который имеет возможность перемещаться от гидроцилиндра 35
через рычаг 36. На оси рычага 36 расположен кулачок 37, взаимодействующий с конечными выключателями 38 и 39. Кроме того, обозначены вал 40, вертикальный ползун 41, кронштейн 42 шестерня 43.
Устройство работает следукмцим образом.
Изделие 12 с предварительно прихваченными криволинейными деталями 1 и 14 вручную устанавливается на планшайбу 6 и закрепляется. Механизмы устройства находятся в исходном положении: наклонная 21 и дополнительная 28 каретки, ползун 23 расположены в верхнем положении, копирный ролик 22 находится в контакте с копиром 15, конечные выключатели 27 и 33 нажаты. Одновременно с включением привода 3 вращения поворотного стола 2 каретки 28 со сварочной головкой 29 опускается до срабатывания конечного выключателя 25, производится автоматическая сварка наружного шва детали 13 в соответствии с профилем копира 15, воздействующего на ролик 22 и передающего движение наклонной каретке 21. Кулачок воздействует на дроссель 17 и на участке а детали происходит уменьшение скорости сварки. При вращении поворотного стола 2 выступы 19 диска 18 воздействуют на соответствующие путевые выключатели 20, подающие команды на окончание сварки наружного шва детали 13, на подъем каретки 28 до срабатывания конечного выключателя 33, на доворот стола 2 до нажатия соответствующего путевой выключателя 20, на перемещение ползуна 23 в нижнее положение до срабатывания конечного выключателя 25 и происходит сварка внутреннего шва контура привариваемой детали 13. По окончании сварки внутреннего шва нажимается путевой выключатель 20 поворота стола 2, подаются команды на отвод. Вертикально расположенной каретки 28 вверх, на включение гидроцилиндра 7, который через рычаг 8 и винтовую пару (5, 9) передает вращение планшайбе 6, ось вращения которой совпадает с осью изделия 12, вследствие чего в зону сварки подается привариваемая деталь 14.
Винт 5 в конечном положении нажимает вилкой 10, расположенной на рычаге 8, конечный выключатель 11 и по0
5
0
5
0
5
0
5
0
5
даются команды на осуществление сварки последовательно наружного и внутреннего швов детали 14. После сплрки детали 14 дается команда на включение гидроцилиндра 35, приводящег-о в движение чарез рычаг 36 шток 34 сталкивателя. Кулачок 37 воздействует на конечный выключатель 38, расположенный на основании 1, и подается команда на окончание работы в автоматическом цикле.
Использование изобретения позволит повысить производительность при сварке двусторонним незамкнутым швом нескольких одинаковых деталей, расположенных по окружности на одинаковом друг от друга расстоянии на другой детали.
Формула изобретения
Устройство для автоматической сварки криволинейных швов, преимущественно деталей, расположенных по окружности на равном расстоянии друг от друга, содержащее смонтированные на основании вращатель с поворотным столом и зажимом для закрепления детали, привод В1 ащателя, копиры, соединенные с валом привода вращателя, каретку с копирным роликом, сварочную головку, установленную на каретке, и систему управления устройством, содержащую регулятор скорости вращения изделия, отличающееся тем, что, с целью обеспечения приварки деталей двусторонним незамкнутым швом и повышения производительности, устройство снабжено поворотной планшайбой, смонтирова)- ной на валу, размещенном в корпусе поворотного стола параллельно оси вращения последнего, механизмом поворота упомянутой планшайбы, состоящей из винта с гайкой и гидроцилиндра, установленного на основании с возможностью осевого воздействия на винт, сталкивателем, встроенным в планшайбу, ползуном, смонтированным на каретке с возможностью перемещения в направлении, перпендикулярном оси вращения поворотного стола, и взаимодействия с одним из копиров, дополнительной кареткой, установленной на ползуне с возможностью перемещения параллельно оси сварочной гoJIoвки, при этом вал поворотного стола выполнен полым, винт с гайкой механизма поворота планшайбы размещен внутри вала поворотного стола и кинематически связан с валом поворотной планшайбы, зажим детали установлен на поворотной планшайбе, а система управления устройством дополнительно снабжена диском с выступами, расположенными на валу поворотного стола.
21
выступами, расположенными на ползуне и дополнительной каретке, путевыми выключателями, установленными на основании с возможностью взаимодействия с выступами диска, и конечными выключателями, установленными на каретке с возможностью взаимодействия с выступами ползуна и дополнительной каретки.
29
Фиг. 7
го
Фог.З
h Положение
осьЛ-Л
ЦЗиг.В
л
76
Фиг
f
Лоло)ение I
OcbS-i
i осы-1
OnJ J
а%/7.7
Положение Ш
W-I
Ocbl-l
фиг.В
/7oлo)eнae F
Ось Л-М
Поло нениеЛ
гол1-1
фиг.9
Ось 1-1
Физ.Ю
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для автоматической сварки криволинейных швов | 1976 |
|
SU603547A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
