Изобретение относится к ремонтному производству, в частности к устройствам для восстановления деталей машин наплавкой.
Целью изобретения является повышение качества наплавки путем обеспечения постоянной скорости наплавки и автоматизации ориентирования наплавляемой поверхности в горизонтальном положении.
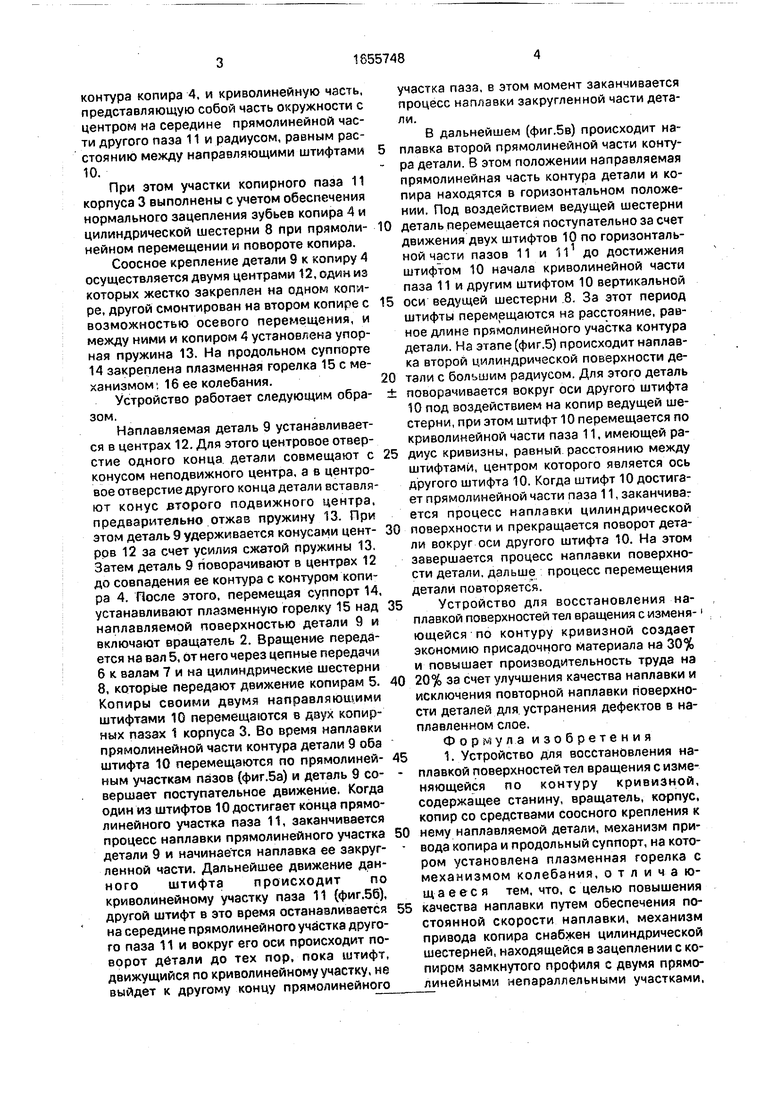
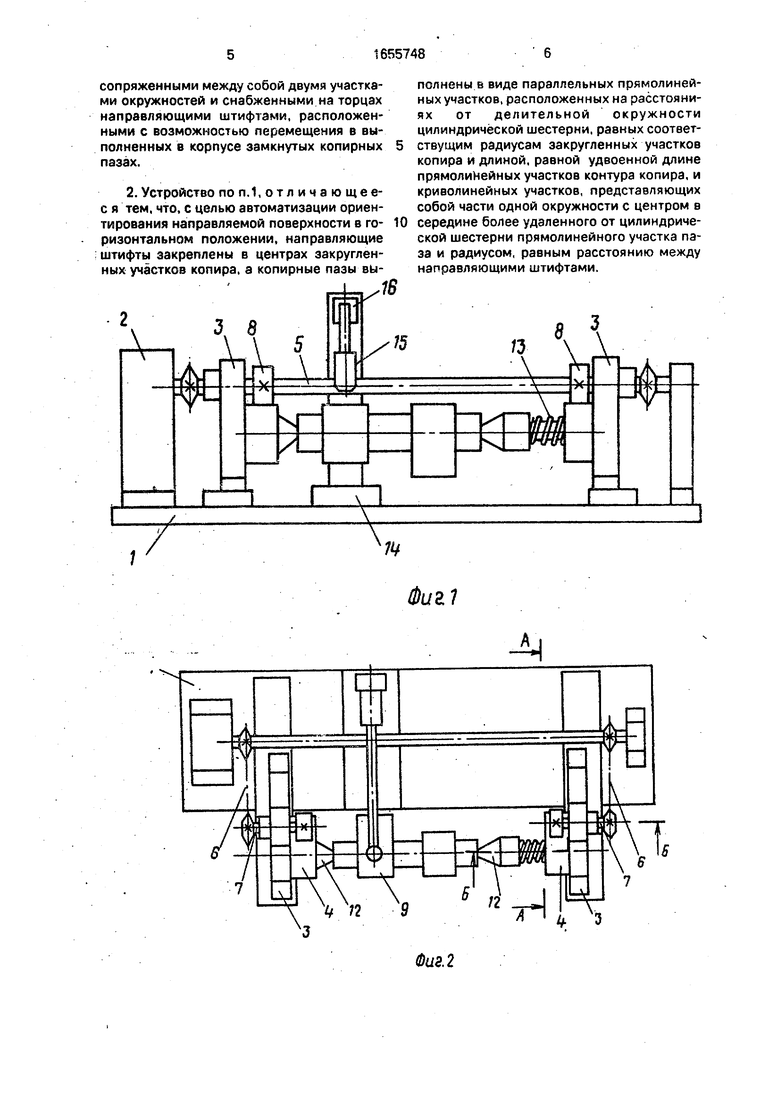
На фиг.1 показано устройство, вид спереди; на фиг. 2 - то же, вид сверху; на фиг.З - сечение А-А на фиг,2; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - схемы перемещения копира по пазам в течение одного периода.
Устройство содержит станину 1, на которой закреплены вращатель 2, корпус 3 и механизм 4 привода копиров 4, состоящий
из вала 5, соединенного цепными передачами 6 с валами 7, с установленными на них цилиндрическими шестернями 8, взаимодействующими с копирами 4 и изготовленными в виде зубчатого колеса, контур которого соответствует контуру наплавляемой детали 9. На торце копира 4 в центрах его закругленных участков закреплены на правляющие штифты 10 (фиг.З), и каждый из них установлен с возможностью перемещения в отдельных замкнутых копирных пазах 11 корпуса, имеющих прямолинейную часть, расположенную горизонтально и ниже основной окружности цилиндрической шестерни 8 на величину радиуса закругленного участка копира 4 длиной, равной удвоенной длине прямолинейного участка
ON СЛ
СЛ
VI
N 00
контура копира 4, и криволинейную часть, представляющую собой часть окружности с центром на середине прямолинейной части другого паза 11 и радиусом, равным расстоянию между направляющими штифтами 10.
При этом участки копирного паза 11 корпуса 3 выполнены с учетом обеспечения нормального зацепления зубьев копира 4 и цилиндрической шестерни 8 при прямоли- нейном перемещении и повороте копира.
Соосное крепление детали 9 к копиру 4 осуществляется двумя центрами 12, один из которых жестко закреплен на одном копире, другой смонтирован на втором копире с возможностью осевого перемещения, и между ними и копиром 4 установлена упорная пружина 13. На продольном суппорте 14 закреплена плазменная горелка 15 с механизмом: 16 ее колебания.
Устройство работает следующим обра- зом.
Наплавляемая деталь 9 устанавливается в центрах 12. Для этого центровое отверстие одного конца детали совмещают с конусом неподвижного центра, а в центровое отверстие другого конца детали вставляют конус второго подвижного центра, предварительно отжав пружину 13. При этом деталь 9 удерживается конусами цент- ров 12 за счет усилия сжатой пружины 13. Затем деталь 9 поворачивают в центрах 12 до совпадения ее контура с контуром копира 4. После этого, перемещая суппорт 14 устанавливают плазменную горелку 15 над наплавляемой поверхностью детали 9 и включают вращатель 2. Вращение передается на вал 5, от него через цепные передачи 6 к валам 7 и на цилиндрические шестерни 8, которые передают движение копирам 5. Копиры своими двумя направляющими штифтами 10 перемещаются в дэух копир- ных пазах 1 корпуса 3. Во время наплавки прямолинейной части контура детали 9 оба штифта 10 перемещаются по прямолиней- ным участкам пазов (фиг.5а) и деталь 9 со- вершает поступательное движение. Когда один из штифтов 10 достигает конца прямолинейного участка паза 11, заканчивается процесс наплавки прямолинейного участка детали 9 и начинается наплавка ее закруг- ленной части. Дальнейшее движение данного штифта происходит по криволинейному участку паза 11 (фиг.56), другой штифт в это время останавливается на середине прямолинейного участка другого паза 11 и вокруг его оси происходит поворот детали до тех пор, пока штифт, движущийся по криволинейному участку, не выйдет к другому концу прямолинейного
участка паза, в этом момент заканчивается процесс наплавки закругленной части детали.
В дальнейшем (фиг.5в) происходит наплавка второй прямолинейной части контура детали. В этом положении направляемая прямолинейная часть контура детали и копира находятся в горизонтальном положении. Под воздействием ведущей шестерни деталь перемещается поступательно за счет движения двух штифтов 10 по горизонтальной части пазов 11 и 11 до достижения штифтом 10 начала криволинейной части паза 11 и другим штифтом 10 вертикальной оси ведущей шестерни 8. За этот период штифты перемещаются на расстояние, равное длине прямолинейного участка контура детали. На этапе (фиг.5) происходит наплавка второй цилиндрической поверхности детали с болмиим радиусом. Для этого деталь поворачивается вокруг оси другого штифта 10 под воздействием на копир ведущей шестерни, при этом штифт 10 перемещается по криволинейной части паза 11, имеющей радиус кривизны, равный расстоянию между штифтами, центром которого является ось другого штифта 10. Когда штифт 10 достигает прямолинейной части паза 11. заканчивается процесс наплавки цилиндрической поверхности и прекращается поворот детали вокруг оси другого штифта 10. На этом завершается процесс наплавки поверхности детали, дальше процесс перемещения детали повторяется.
Устройство для восстановления наплавкой поверхностей тел вращения с изменяющейся по контуру кривизной создает экономию присадочного материала на 30% и повышает производительность труда на 20% за счет улучшения качества наплавки и исключения повторной наплавки поверхности деталей для устранения дефектов в наплавленном слое.
Формула изобретения
1. Устройство для восстановления наплавкой поверхностей тел вращения с изменяющейся по контуру кривизной, содержащее станину, вращатель, корпус, копир со средствами соосного крепления к нему наплавляемой детали, механизм привода копира и продольный суппорт, на котором установлена плазменная горелка с механизмом колебания, отличаю- щ а е е с я тем, что, с целью повышения качества наплавки путем обеспечения постоянной скорости наплавки, механизм привода копира снабжен цилиндрической шестерней, находящейся в зацеплении с копиром замкнутого профиля с двумя прямолинейными непараллельными участками,
сопряженными между собой двумя участками окружностей и снабженными на торцах направляющими штифтами, расположенными с возможностью перемещения в выполненных в корпусе замкнутых копирных пазах.
2. Устройство поп.1,отличающее- с я тем, что, с целью автоматизации ориентирования направляемой поверхности в горизонтальном положении, направляющие штифты закреплены в центрах закругленных участков копира, а копирные пазы вы
полнены в виде параллельных прямолинейных участков, расположенных на расстояниях от делительной окружности цилиндрической шестерни, равных соответствующим радиусам закругленных участков копира и длиной, равной удвоенной длине прямолинейных участков контура копира, и криволинейных участков, представляющих собой части одной окружности с центром в середине более удаленного от цилиндрической шестерни прямолинейного участка паза и радиусом, равным расстоянию между направляющими штифтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической свар-Ки зАМКНуТыХ КРиВОлиНЕйНыХ шВОВ СпРяМОлиНЕйНыМи и РАдиуСНыМи учАСТКАМи | 1979 |
|
SU846196A1 |
| Устройство для восстановления наплавкой поверхностей тел вращения с изменяющейся по контуру кривизной | 1985 |
|
SU1346365A1 |
| Устройство для наплавки | 1988 |
|
SU1539009A1 |
| Устройство для восстановления наплавкой поверхностей тел вращения с изменяющейся по контуру кривизной | 1986 |
|
SU1382612A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ АРГОНОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2380205C1 |
| Устройство для наплавки деталей типа тел вращения | 1986 |
|
SU1329931A1 |
| Устройство для наплавки поверхностей тел вращения | 1988 |
|
SU1540977A1 |
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1999 |
|
RU2163183C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |

Изобретение относится к ремонтному производству, в частности к устройствам для восстановления деталей машин наплавкой. Цель изобретения - повышение качества наплавки путем обеспечения постоянной скорости наплавки и автоматизации ориентирования наплавляемой поверхности в горизонтальном положении. Устройство содержит станину, вращатель, корпус, копир со средствами соосного крепления к нему наплавляемой детали, механизм привода копира и продольный суппорт, на котором установлена плазменная горелка с механизмом колебания. Копир изготовлен в виде зубчатого колеса и находится в зацеплении с цилиндрической шестерней механизма привода. На торце копира закреплены направляющие штифты, установленные с возможностью перемещения в копирных пазах корпуса. Это позволяет выдержать постоянную скорость наплавки поверхности деталей, а заданное расположение направляющих штифтов и копирных пазов обеспечивает ориентирование наплавляемой поверхности в горизонтальном положении. 1 з.п.ф-лы. 5 ил. сл С
3 8
Фиг1
А А
Я
Фиг.З
6-6
70
Фиг 5
| Устройство для восстановления наплавкой поверхностей тел вращения с изменяющейся по контуру кривизной | 1986 |
|
SU1382612A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
