1
Изобретемие отнооится к устройствам для фрикционного привода (креплеяия) деташей на плаишайбах, столах металлообрабатывающих станков и может быть использоъаНО в машииостроеиии, приборостроении и, других Обла1стях техники. Особое paicinip ос т ранение, Б широких масштабах, изобретение получит в пояшиин«ко1вой прОМЫШлеииости при бесueHTpOiBOM шлифоъании и точении деталей ПОДШИ1ПНИ1К01В качеиия с базирование на неП01Д.ВИЖН1ЫХ опорах.
Известны устройства для пржвода изделий на стаиках при шлифовании на ненодкижных опорах, несущее плоскую опорную поверхность для установки детали, а также механиз М ирижима изделия к этой П01верхности.
Предлагаемое уст( отличается от известных тем, что опорн-а.я поверхность для установки детали снабжена ра1сп/оложеины1ми равномерно по опорной поверхности фрикционными элемента1М.и, вьшолненными из материала, обладающего высоким коэффициентом трения с материалом изделия, и упруго ЮДЖИ1Мае;мы1М1И к контактирующей поверхнюсти изделия с суммарным усилием по величине, меньшим силы прижима, изделия к опорной поверхности, создаваемой механизмом прижима, и по направлению, противоположному ей.
Этим достигается повышение вращающегося момента.
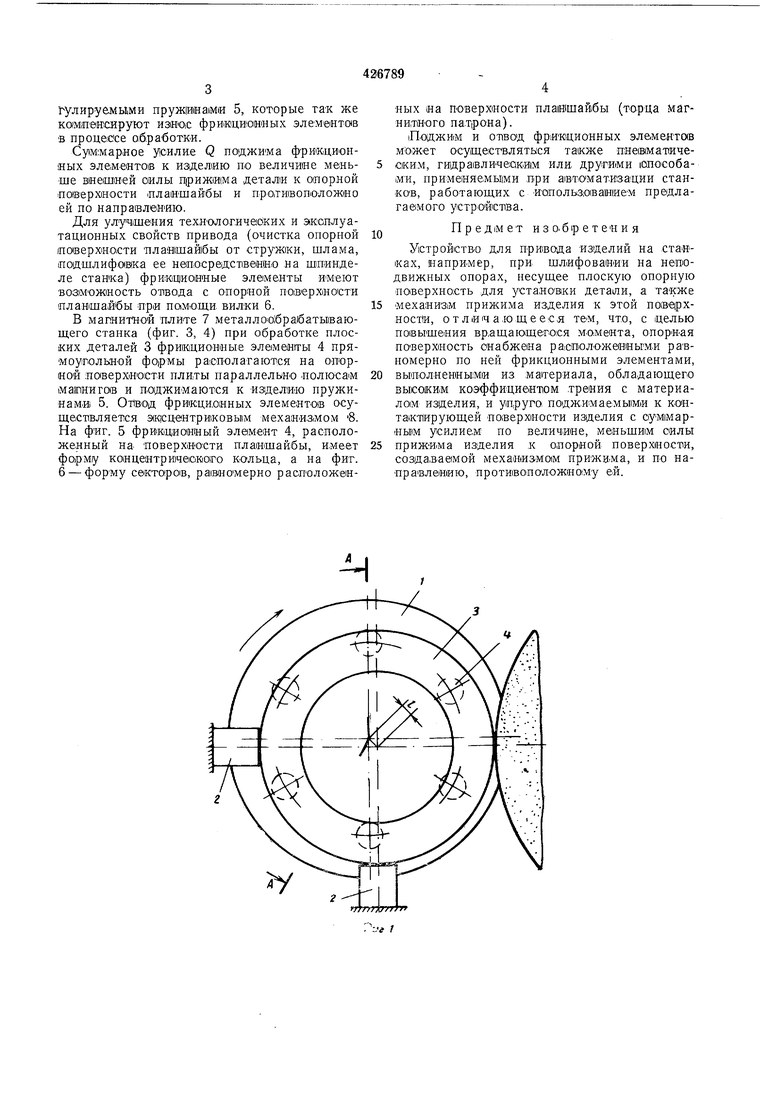
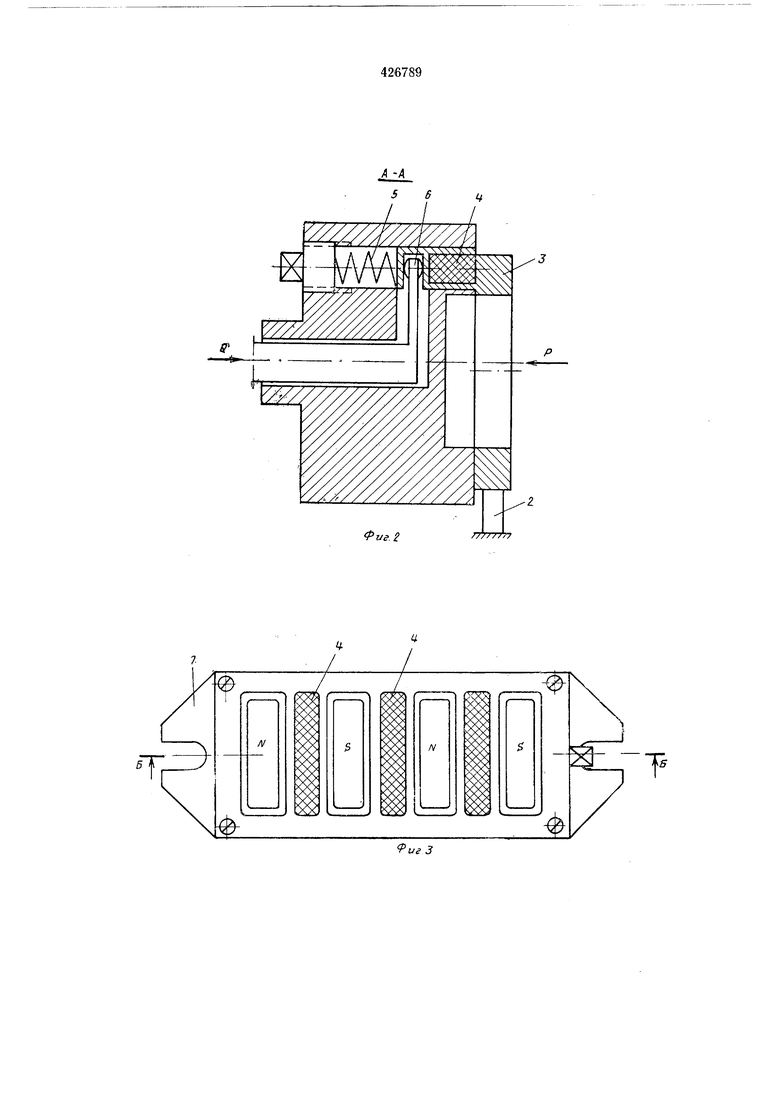
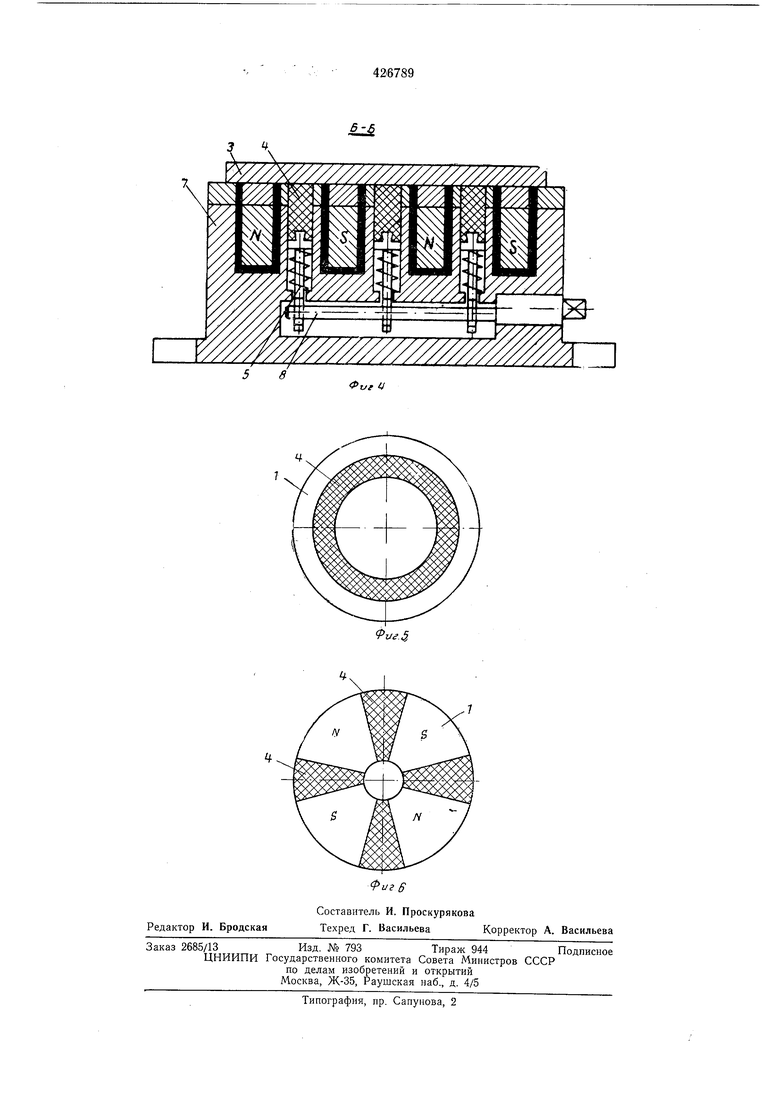
На ф.иг. 1 схематически пока-зан торцовый фрикционный привод изделия при бесцентровой обра1бот:ке с базирование м на неподвижных опорах, общий вид; на фиг. 2 - разрез по А - А иа фиг. 1; на фиг. 3-магнитная плита, общий вид; на фиг. 4 - разрез по Б - Б на фиг. 3; на фиг. 5 и 6 - схема расположения фрикционных элементов на поверхности планшайбы.
Торцовый фрикционный привод изделия (фиг. 1 и 2) при бесцентровой o6pa6oTj4C с базированием на неподвижных опорах изделий типа тел вращения включает в себя вращающуюся план1щайбу 1 и неподвижные опоры 2, на которые с эксцентриситетом е относительно центра вращения планшайбы базируется по цилиндрической поверхности деталь 3. Прижим изделия к торцовой поверхности планшайбы производится сило Р. которая создается механически,м, гидравлическим, магнитньгм или другим устр ойством.
Эле1меН1ТЫ 4 из фрикционного материала располагаются равномерно по концентрической окружносги на опорной поверхности планшайбы, выполненной из износостойкого материала (сталь, закаленная сталь, твердый сплав и др.), и упруго поджимаются к плоокаму торцу обраба1тывае1М|Ого из.дслия рстулируемьши пруадииами 5, которые тзК же ко1М(Пен,сируют HSiHOiC фриициюнных элементов в процессе обра-ботки.
Суммарное усилие Q поджима фрикционных эле:м.енто)в к изделию по величине меньше внашн1ей силы црижмма детали к опорной поверхности планшайбы и прО|ТИ1Воположно ей по направлению.
Для улучшения техналогиче бких и эксплуатационных свойств привода (очистка опорной поверхности планшайбы от стружки, шлама, |П01Дшлифоика ее непосредственно на пипинделе станка) фрикционные элементы имеют возможность опвода с опорной поверхности план1шайбы при помощи, вилки 6.
В малнигной плите 7 металлообрабатывающего станка (фиг. 3, 4) при обработке плоских деталей 3 фрикционные эламенггы 4 прямоугольной формы располагаются на опорной поверхности плиты параллельно полюсам )Ма1пнигав и поджимаются к Изделию пружинами 5. От1вод фрикционных элементо)В осущбст1вляется Э1К|сцентрИ1Ковым механизмом 8. На фиг. 5 фрикциоимый элемент 4, расположенный на поверхности планшайбы, имеет фарму кон центр И1че10К10|Го кольца, а на фиг. 6 - форму секторов, раганомерно раоположенных на поверхности плаишайбы (торца магнитного патрона).
1П.ОДЖИМ и ОТ1В01Д фрикционных элементо1В может осуществляться также пяеиматичеаким, гидра1вличе;аки|м или другими способами, применяемьцми при автоматизации станков, работающих с иапользовагаием предлагаемого устройства.
П р е д 1М е т и з о. б р е т е н и я
Устройство для привада изделий на станках, например, при шлифовании на неподвижных опорах, несущее плоскую опорную поверхность для установки детали, а также
5 механизм прижима изделия к этой noiBeipxНОСТ1И, отличающееся тем, что, с целью повышения вр.ащающегося момента, опорная поверхность снабжена ра1сположенным.и равномерно по ней фрикционными элементами,
0 выполненными из ма1териала, обладающего высоким коэффициентом трения с материалом изделия, и упруга поджимаемыми к контакшрующей поверхности изделия с сум1марНЫ1М усилием по величине, меньщи1М силы
прижи ма изделия к опорной поверх1ност1и, создаваемой механ1из.мо1м прижима, и по направлению, противоположному ей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСЦЕНТРОВОГО ТОЧЕНИЯ КРУГЛЫХ ДЕТАЛЕЙ | 1969 |
|
SU241903A1 |
| УСТРОЙСТВО для БАЗИРОВАНИЯ ДЕТАЛЕЙ В РАДИАЛЬНОМ НАНРАВЛЕНИИ НА ВЕСЦЕНТРОВЫХ ВНУТРИШЛИФОВАЛЬНЫХСТАНКАХ | 1970 |
|
SU265750A1 |
| Способ базирования вращающейся детали | 1985 |
|
SU1454655A1 |
| СПОСОБ И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ БЕСЦЕНТРОВОГО КРУГЛОГО ШЛИФОВАНИЯ | 2013 |
|
RU2638478C2 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| ЛЮНЕТ | 2001 |
|
RU2196673C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |
| Круглошлифовальный станок | 1974 |
|
SU616114A1 |
| Устройство для базирования и вращения деталей типа колец | 1975 |
|
SU618263A1 |
2У
(Pve.2
LL
Л/
N
Тя
