I
Изобретение относится к технике производства рукавных пленок путем экструзЕИ тер.мапластов с последующей их обработкой.
Известно кольцо для .воздушвого охлаждения рукавиой лленки из термопластов, включающее корпус, перегородку, разделяющую его на две .изолированные друг от друга камеры, снабженные кольцевыми лабиринтиыми распределителяМи, входным каналом для подвода воздуха и выходными щелями, направленными в противоположные стороны под острЫМ углом к рукавной пленке.
Известное устройство не позволяет регул.ировать процесс предварительного раздува и интенсивность охлажден-ия в зависимости от толщины .получаемой пленки.
Предлагаемое кольцо отличается от известрюго тем, что часть перегородки расположена во входном канале и вьшолне} а в виде консольного шибера, что позволяет регулировать процесс предварительного раздува и .интенсивность охлаждения в зависимости от толщи1ны .получаемой пленки.
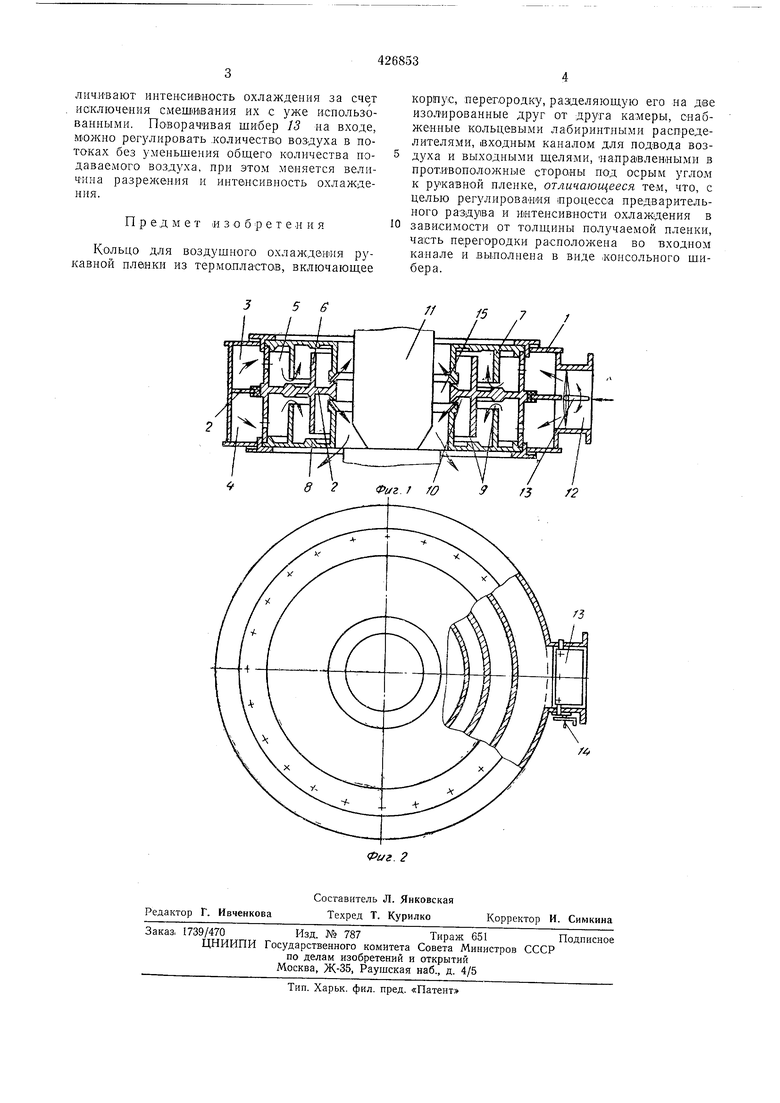
На фиг. 1 схематически изображено предлагаемое кольцо, разрез; на фиг. 2 - то же, вид в плане.
Кольцо содержит корпус 1, раз(делен1ный перегородкой 2 на камеры 3, 4, изолированные друг от друга. Внутр-и камер расположены кольцевые лабиринтные распределители 5,
образованные кольцевыми ребрам.н 6. Ребра одной стороной жестко лрЕкреплены к корпусу / или ,к крыщкам 7, 8. С другой стороны они образуют дозирующие каналы 9. Выходные щели 10 камер 3, 4 направлены в противоположные стороны под ocTipbiM углом относительно охлаждаемого рукава 11. Выходная полость корпуса 1 разделена перегородкой на две камеры соответственно камерам 3, 4. При этом часть перегородки, разделяющей входной .канал 12, вьгполнена в виде консольного щ.ибера 13. Шибер позволяет перекрывать одну из частей канала и одновременно открывать вторую. В .необходимом положении шибер фиксируется механизмом зажима 14.
Устройство работает следующим образом. Воздух от воздуходувки поступает через входной канал 12 в камеры 3, 4. Из камер по входным отверстиям воздух еоступает в .кольцевые лабиринтные распределители 5, где распределяется по периметру ,нх внутренних полостей, а затем через выходные щели 10 направляется на охлаждаемый рукав П. В зоне 15 между потоками воздуха и охлаждаемым рукавом 11 из-за высокой скорости обдуваемого воздуха создается небольщое разрежение, которое быть использовано при получении тонких пленок для предварительного растяжения рукава. Противоположные направления охлаждающих потоков уве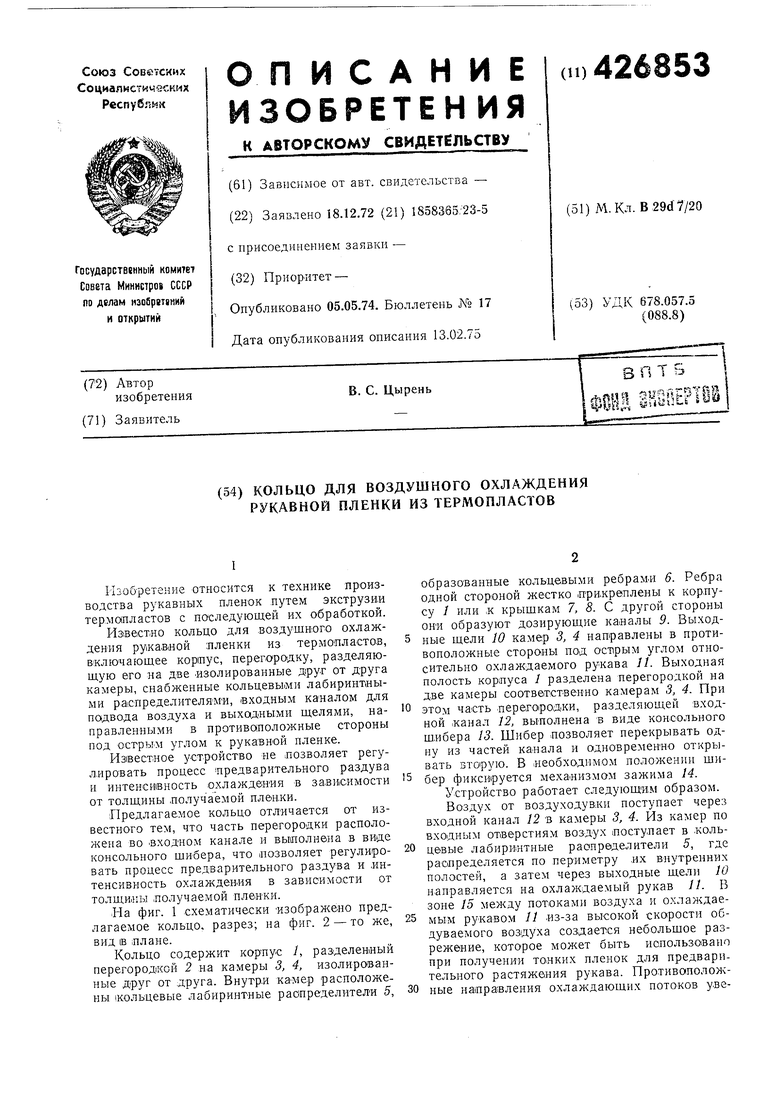
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| Кольцо для воздушного охлаждения рукавной полимерной пленки | 1972 |
|
SU440038A1 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1978 |
|
SU766876A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1983 |
|
SU1171349A2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ РУКАВНОЙ ПЛЕНКИ | 2008 |
|
RU2363581C1 |
| Устройство для охлаждения полимерных рукавных пленок | 1975 |
|
SU647126A1 |
| Способ изготовления равноплотных рукавных пленок и устройство для его осуществления | 1984 |
|
SU1214455A1 |
| Установка для непрерывного изготовления многослойных рукавных пленок из термопластов | 1969 |
|
SU463255A3 |
| Устройство для изготовления армированного сеткой рукавного изделия | 1979 |
|
SU882760A1 |
