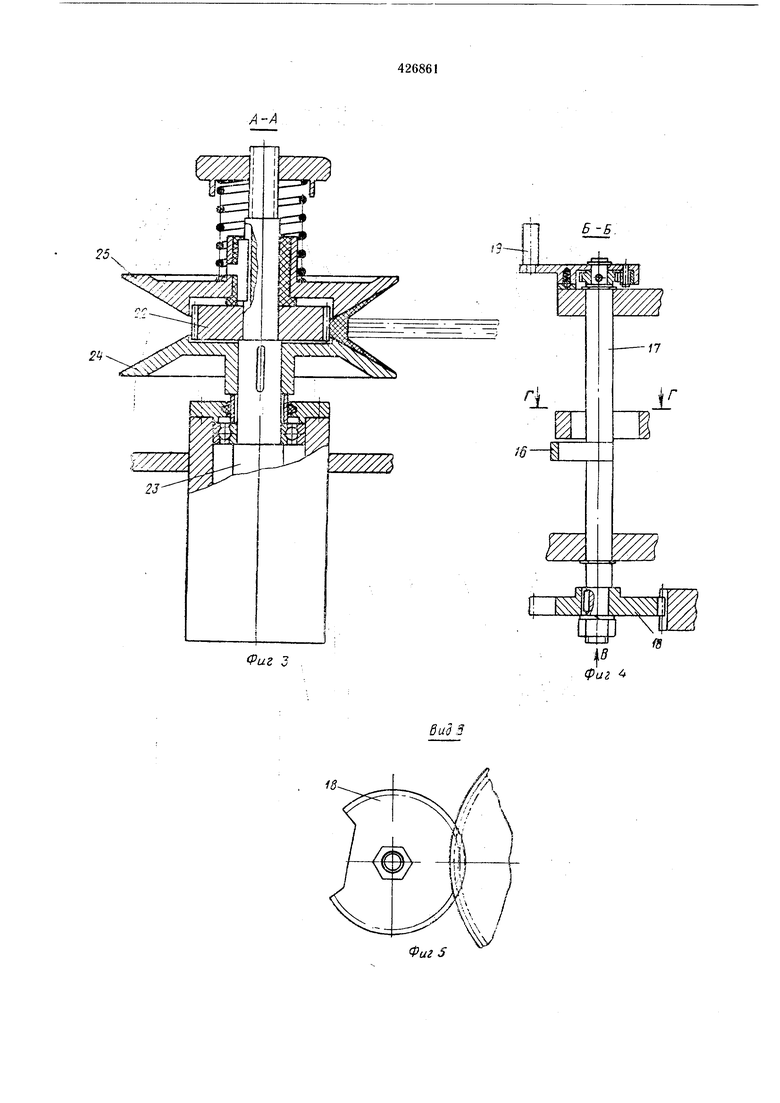
Изобретение относится к оборудованию резинотехнической промышленности, в частности к устройства для изготовления н нрикатки краевых резиновых полос на продольные бортовые кромки заготовок конвейерных лент. Известны устройства для изготовления и прикатки краевых резиновых полос на продольные бортовые кромки заготовки конвейер ой ленты, содержащие механизмы изготовления и прикатки краевых полос и вращающиеся от привода валки, протягивающие заготовку конвейерной ленты. В известных устройствах изготовление и прикатка шприцуемых краевых полос с двух сторон заготовки конвейерной ленты осуществляется с помощью механизмов и приспособлений, не нсключающнх применение ручного труда, и сравнительно сложной, ненадежной системы регулирования синхронизации скорости шприцевания краевых полос и движения заготовки конвейерной ленты, что не обеспечивает непрерывного и качественного изготовления с прикаткой краевых полос на заготовку конвейерной ленты. Целью изобретения является обеспечение непрерывного и качественного 1;зготовлеиия и прикатки краевых полос на продольные кромки заготовки конвейерной ленты. Для достижения этой цели устройство оснащено двумя каретками, каждая яз которых установлена вдоль одной з продольных бортовых кромок ленты н имеет возможность неремещаться в зависимости от ширины заготовки ленты. Каждая каретка оборудована механизмом нзготовлення краевой полосы, который выполнен в внде двух профнльных валиков дл; вальцевания краевой полосы и поднружиненного профильного ножа для подрезки вальцуемой краевой полосы, а также механизмами для приема ,и прикаткн краевой полосы, выполненными в виде двух зубчатых роликов, расположенных Влчоль продольной бортовой кромки. Зубчатые ролики свободно вращаются на вертикально установленных осях, на которых в приемном механизме закреплены верхний п нижний конические, а в механизме для прикаткн - плоские диски. Как в механизме для приема, так и в механизме для прикатки верхние диски выполнены нодпружнненнымн с возможностью их вертикального перемещения. С целью обеспечения сгн1хронизацнн скоростей подачи краевой полосы и движения заготовки конвейерной ленты профильные вальцующие валики механизма изготовлення краевой полосы кинематически связаны с приводом валиков, протягивающих заготовку ленты, и посредством зубчатой подачи - с эксцентриковым валиком, иередающим через двуплечий рычаг движение профильному подпружиненному ножу для подрезки полосы. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид свер.ху; на фкт. 3 - разрез но /1-Л на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. 2; па фиг. 5 - вид но стрелке В на фиг. 4; на фиг. 6 - разрез но Г-Г на фиг. 4. Устройство содержит станину /, механизм изготовлення 2 краевой полосы 3, механизм прлкаткн 4 краевой полосы к продольному борту заготовки, конвейерной ленты 5, нодаваемой от раскаточного устройства 6, валики 7 и 8, протягивающие заготовку конвейерной ленты н нолучающие вращение от привода 9 устройства. .Механизмы изготовления и прпкатки краевой полосы установлены па каждой из двух одинаковых но копструкцин каретках 10, которые могут перемещаться в зависимости от щнрипы заготовки конвейерной ленты носредCTBOi.i ходового винта Л. Меха.низ.м изготовления краевой полосы имеет два профильных валика 12 для вальцевания краевой нолосы, получающих вращение через вал J3 посредством механической подачи 14 от привода валков, протягивающих заготовку конвейерной ленты. Подрезка краевой полосы с профильных валпков осуществляется ножом 15, режущая кромка которого копнрует фор.му рабочей поверхности профильного валика. Движение ножа к профильному валику осуществляется через рычат 16 эксцентриковым валиком 17 от щестерни 18 с вырезанным сектором посредством поворота рукоятки 19. Отвод ножа от профильного валика производится пружиной 20. Механизм прикатки 21, закренленный на каретке, включает цилиндрический зубчатый 22, свободно сидящий на оси 23, конические диски 24 и 25, причем верхний диск 25 нодпружипен и имеет возможность вертикального неремещения. Механизм нрикатки краевой полосы имеет конструкцию, аналогичную нрие.мному механизму, только вместо конических днсков непользованы плоские. Устройство работает следуюи им образом. В зазор профильных валиков 12 механизма нзготовлення 2 краевой полосы 3 подается спятая с вальцов полоса певулканизованной резипы. Проходя через зазор профильных валиков, полоса деформирз-ется и приобретает в поперечном сечении форму профиля, которую образуют рабочие поверхиости профильных валиков. Подрезка отвальцованной краевой полосы с профильного валика и подача ее к продольному борту двнжущейся за1готовки конвейериой леиты 5 производится ножом 15. Пож получает движение через рычаг 16, эксцентриковый валик 17 от щестерни 18, которая вводится в зацепление с щестерней профильного валика поворотом рукоятки 19. Подрезная краевая полоса, двигаясь по вогнутой плоскостн ножа, получает направление к продольному борту движущейся заготовки конвейерной ленты. Шестерня 18 вращается до тех пор, пока вырезанный сектор не парущит зацепления. В это время эксцентриковый валик /7.перестает передавать давление на рычаг /5, и нож 15 под действием пружины 20 возвращается в исходное положение. Краевая полоса соприкасается с бортом заготовки коивейерной ленты н благодаря силе трения и клейкости невулканизованной резнны, не теряя контакта с бортом ленты, увлекается к приемиому механизму 21, цилиндрический зубчатый ролик 22 которого плотно прижимает краевую полосу к борту заготовки конвейерной ленты, а конические диски 24 и 25 производят предварительный подгиб усиков полосы. Окончательную нрикатку краевой полосы к борту и прижатие усиков ее к верхней и нижней плоскостя.м заготовки конвейерной леиты пронзводят цилиидрический зубчатый и плоские диски механизма прикатки 4. Предмет изобретения . Устройство для изготовления и прикатки краевых резиновых полос на нродольные бортовые кромки заготовки коивейерной ленты, содержащее механизмы изготовления и прикатки краевых полос и вращающиеся от прнвода валики, протягивающие заготовку конвейерной ленты, отличающееся тем, что, с целью обеспечения непрерыв,ного и качественного изготовления и нрикатки краевых полос на нродольные бортовые кромки заготовки конвейерной ленты, устройство оснащено двумя каретками, каждая из которых установлена вдоль одной из продольных бортовых.кромок ленты с возможностью перемещения по юирипе заготовки ленты и оборудована меха1н:змом нзготовления краевой полосы, выпол 1енпы,г в внде двух профильных валиков для вальцевания краевой полосы и подпружиненного профильного ножа, подрезающего вальцуемую краевую нолосу, и механизмами для приема и прикатки краевой полосы, выполненными в виде двух зубчатых роликов, расположенных вдоль продольной бортовой кромки, свободно вращающихся па вертикально установленных в подшипниковых опорах осях, на которых в приемном зубчатом ролике закреплены верхний и нижний конические, и в прикаточном ролике - плоские диски, пpичe диски в приемном и прикаточном роликах выполнены подпружиненными с возможностью их вертикального перемещения. 2. Устройство по п. , отличающееся тем, что, с целью обеспечения синхронной скорости подачи краевой полосы и движения заготовки конвейерной ленты, профильные вальцующие валики механизма изготовления краевой полосы кинематически связаны с приводом валиков, протягивающих заготовку ленты, и поФиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА СЕРДЕЧНИКА ТРАНСПОРТЕРНОЙ ЛЕНТЫ | 1972 |
|
SU327997A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU321411A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ТКАНИ С ЗАДАННЫМ УГЛОМ РАСПОЛОЖЕНИЯ НИТЕЙ К КРОМКЕ | 1967 |
|
SU204557A1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
| Устройство для наложения полосы материала на бортовые кромки заготовки сердечника транспортерной ленты | 1977 |
|
SU763141A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ БУМАЖНЫХ ЦИЛИНДРОВ | 1964 |
|
SU414140A1 |
| Устройство для наложения ленточного материала на барабан сборочного станка | 1987 |
|
SU1452707A2 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |


3 iO
fpuz 3
Фиг 5
Фиг. 6
