1
Изобретение относится к металлургии, в частности к непрерывной разливке металлов.
Известна затравка для установок ненрерывиой разливки металлов, состоящая из го,ювки с сквозными каналами и тела. Од на:КО та;кая затравка «е устра-няет коробления торцовой корочки слитка.
Целью изобретеЕия является устранение кор01бления торцовой корочки слитка. Это достигается тем, что в головку вмонтированы кольпевые индукторы, охватывающие верхние части каналов, а в их нижних частях установлены спрееры, соедргненные с трубопроводом подачн охладителя.
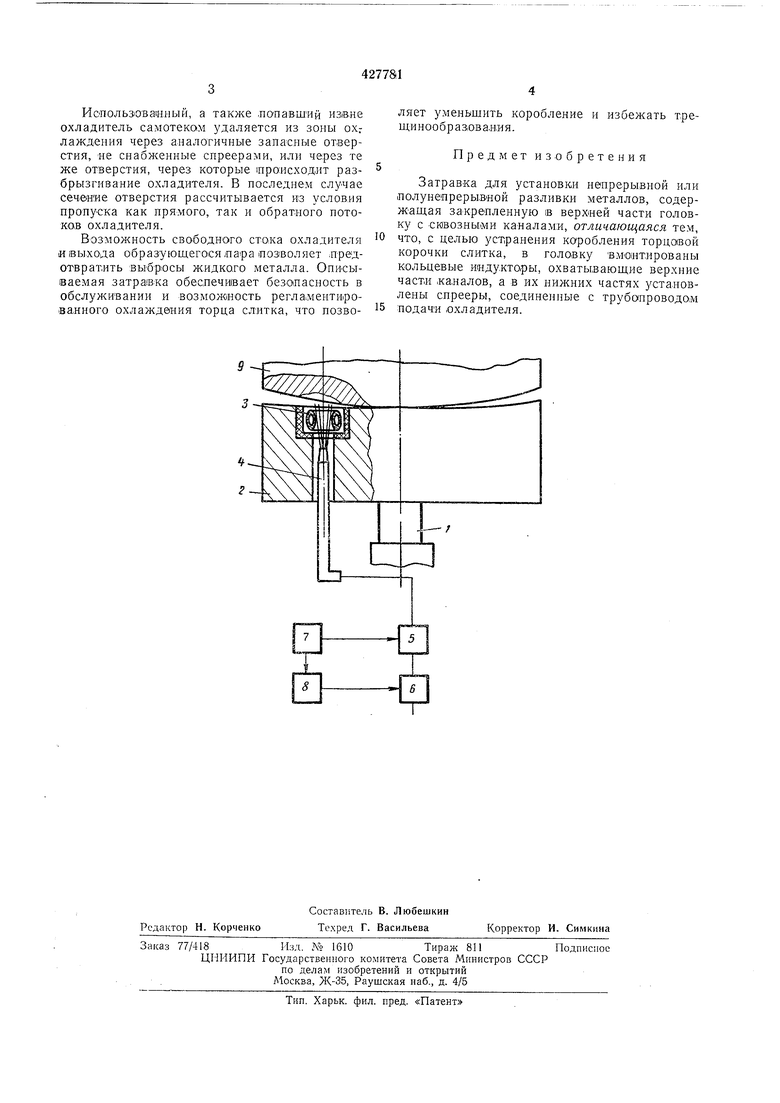
На чертел е схематично показана предлагаемая затравка.
Загравка включает тело 1, головку 2, индукторы-предохра.нители 3, спрееры 4, занорпый клапан 5, вентиль 6, реле времени 7 и (Программное устройство 8. В головке 2 вы)1олнены отверстия, соединяющие К0:нта1ктную поверхность головки с окружающим пространст1вом л обеспечивающие свободный сток охладителя. Индукторы-предохранители 3 располагаются так, что создаваемое ими локальное электрамагнитноё поле предохраняет отверстия от попадания в них жидкого металла. Размещение слрееров осуществляется из условия попадания разбрызгнйаемого ими охладителя через сточные отверстия на торец
слнтка 9. Количество и расположение отверстий устанавливается в зависимости от требуелюй .интенсивности и равномерности охлаждения. Момент подачи охладителя контролИруется кланааюм 5, управляемым реле времени 7, а его количество - вентилем 6, управляемым программным устройством 8.
Затравка работает следующим образом.
Перед началом процесса подается питание на нндукторы-предохрап тсли 3. В результате вокруг .каждо.го из и.их образуется переменное элактрО|Мапнитное поле. Затем на контактную поверхность головки 2 поступает расплавленный металл. Вследствие сил отталкивания, возникающих в результате электрического взаимодействпя между .полем индуктора и жидким металлом, непосредственный контакт :между последним и головкой в зоне расположения индуктора и отверстия отсутствует. ТаКИМ образом, попадание жидкого металла в отверстия на стадии контакта головки с жидким металлом исключается.
По истечении времени, достаточного для образования твердой торцовой .корочки, реле вре.мени включает клапан 5, открывая охладителю доступ к спреерам, и программнее устройство. Последнее посредством вентиля 6 начинает в соответствии с заданной программой, регулировать кол.ичество подаваемого охладителя.
Иопользоваиный, а также лапавший охладитель самотекам удаляется из зоны охг лаждения через аналогичные запасные отверстия, не снабженные снреерами, или через те же отверстия, через которые происходит разбрызгивание охладителя. В носледнем случае сечение отверстия рассчитывается из условия пропуска как прямого, так и обратного потоков охладителя.
Возможность свободного сто:ка охладителя «выхода образующегося пара позволяет предотвратить выбросы жидкого металла. Описываемая затравка обеспечивает безопасность в обслуживании и возможность регла1менти|рованного охлаждения торца слитка, что позволяет уменьшить коробление
и избежать трещинообразовадия.
Предмет изобретения
Затравка для установки непрерывной или полунепрерывной разливки металлов, содерж-ащая закрепленную в верхней части головку с сквозными каналами, отличающаяся тем, что, с целью устранения коробления торцовой корочки слитка, в головку вмонтированы кольцевые индукторы, охватывающие верхние части .каналов, а в их нижних частях установлены спрееры, соединенные с трубопроводом подачи охладителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАТРАВКА С ТОРЦОВЫМ ТЕПЛООТВОДОМ | 1972 |
|
SU419299A1 |
| Затравка для машины непрерывного литья металлов | 1973 |
|
SU451495A1 |
| СЕКЦИОННАЯ ЗАТРАВКА | 1972 |
|
SU432968A1 |
| Установка непрерывного или полу-НЕпРЕРыВНОгО лиТья СлиТКОВ B элЕКТРО-МАгНиТНОМ КРиСТАллизАТОРЕ | 1978 |
|
SU806238A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| Устройство для полунепрерывной разливки металлов | 1973 |
|
SU455794A1 |
| Устройство для вертикального непрерывного литья чугунных труб | 1985 |
|
SU1435143A3 |
| Устройство для непрерывной разливкиметалла | 1974 |
|
SU508332A1 |
| Способ непрерывной разливки металла | 1980 |
|
SU908487A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ С ПРЯМЫМ ОХЛАЖДЕНИЕМ | 2014 |
|
RU2678848C2 |
