1
Изобретение относится к области непрерывной разливки металлов.
Известна секционная затравка, состоящая из тела и головки, причем в последнюю вмонтирован индуктор.
Целью изобретения является получение на торцовой поверхности прямоугольного слитка рельефных разгрузочных выемок и исключение образования трещин в начальный период разливки. Для этого индукторы вмонтированы в пазы, выполненные в головке затравки параллельно между собой и перпендикулярно к широкой грани слитка, причем расстояние между индукторами составляет 140-160 мм, а каждый индуктор изолирован с помощью кожуха из асботермосиликата, наружная поверхность которого выполнена заподлицо с участками головки затравки, расположенными между пазами.
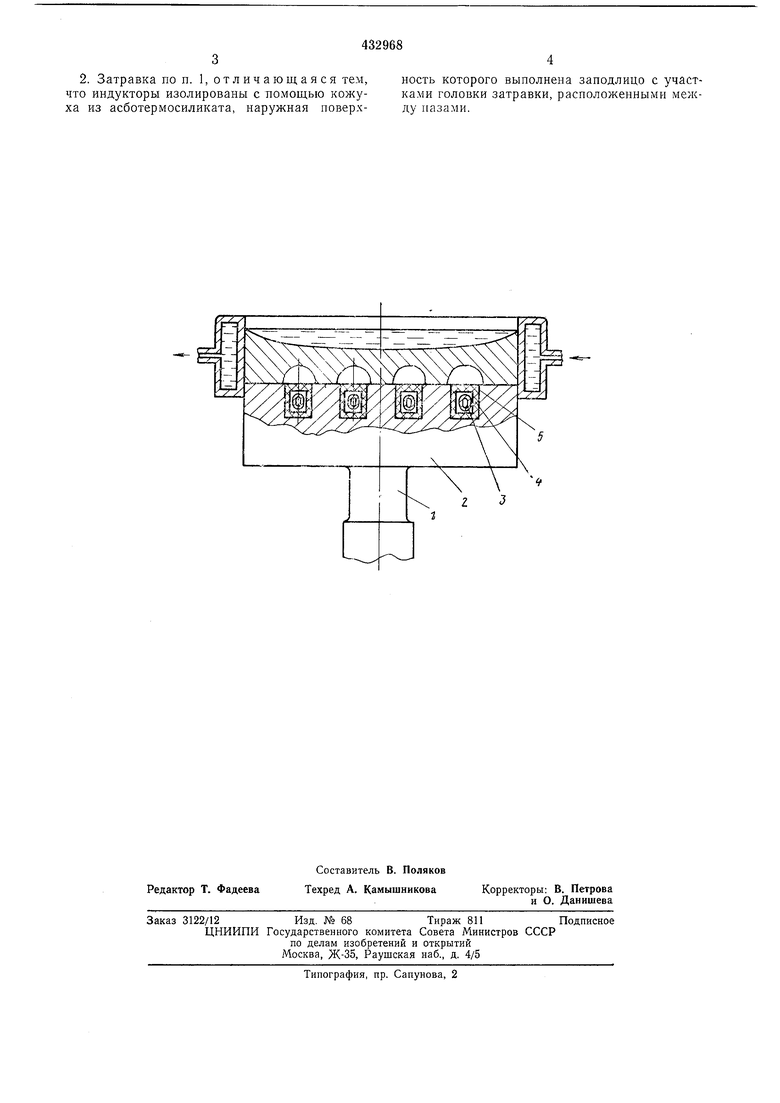
На чертеже изображена предлагаемая затравка.
Она состоит из тела 1 и головки 2, в которую вмонтированы индукторы 3, каждый из которых изолирован кожухом 4 из теплостойкого неэлектропроводного и немагнитного материала. Индукторы расположены в пазах 5 на торцовой поверхности головки затравки, причем изолирующие кожухи 4 выполнены заподлицо с указанной поверхностью. Расстояние между индукторами 140-160 мм.
2
Затравка работает следующим образом.
После ввода затравки в индукционный или контактный кристаллизатор на индукторы подают напряжение. В результате вокруг каждого индуктора возникает перемениое электромагнитное поле, которое создает при подаче расплава в кристаллпзатор ряд перегороженных полем участков. По мере заполнения участков расплавом торцовая поверхность слитка приобретает профилированный вид, повторяющий копфигурацпю задающего электромагнитного поля. Наличие разгрузочных канавок на торцовой поверхности слитка иозволяет устранить возникновение усадочных напряжений и появленпе трещин в начальный период разливки.
Предмет изобретения
1. Секционная затравка, состоящая из головки и тела, снабженная электромагнитными индукторами, отличающаяся тем, что, с целью получения на торцовой поверхности прямоугольного слитка рельефных разгрузочных выемок и исключения образования трещин на начальной .стадии разлпвкп. индукторы вмонтированы в пазы, выполненные в го ловке затравки параллельно между собой и перпендпкулярно к широкой грани затравки, причем расстояние между -индукторами составляет 140-160 мм.
2. Затравка по п. 1, отличающаяся тем, что индукторы изолированы с помощью кожуха из асботермосиликата, наружная поверхность которого выполнена заподлицо с участками головки затравки, расположенными между пазами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАТРАВКА | 1972 |
|
SU427781A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ слитковв п1ФПР :1г с | 1973 |
|
SU407628A1 |
| Способ непрерывной разливки металла | 1965 |
|
SU437331A1 |
| Головка затравки для полунепрерывного литья круглых слитков из алюминиевых сплавов | 1989 |
|
SU1764789A1 |
| ЗАТРАВКА С ТОРЦОВЫМ ТЕПЛООТВОДОМ | 1972 |
|
SU419299A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ ИЛИ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1973 |
|
SU373085A1 |
| Электромагнитный кристаллизатор | 1989 |
|
SU1764784A1 |
| Способ индукционного переплаваМЕТАллОВ и СплАВОВ | 1979 |
|
SU817069A1 |