а
Установка может быть использована в производстве керамических изделий, например дренажных труб, для автоматической перегрузки поддонов из сушильных вагонеток на приемный транспортер автомата укладки дренажных труб на сушильные вагонетки.
Известна установка для передачи поддонов в автомат укладки керамических изделий на сушильные вагонетки, включающая многополочный снижатель с выдачным транспортером, механизм отделения изделий от поддонов, транснортер для подачи поддонов и накопитель с выдачным механизмом. В этой установке подача поддонов в автомат непосредственно связана с выгрузкой изделий из вагонеток, т. е. с операцией, которая непосредственно не связана с укладкой изделий на вагонетки. Поэтому для непрерывности производственного процесса установку необходимо конструктивно усложнить включением в линию дополнительных накопителей или контейнеров с ручной докомплектовкой поддонов.
Цель изобретения - упрош,ение конструкции установки и механизация укладки изделий на вагонетки. Это достигается тем, что установка выполнена с многоэтажной перегрузочной станцией, оборудованной загрузочной тележкой с вилочным подъемником и выгрузочной тележкой с двумя раздвижными вилочными нодъемниками. Полки раздвижных
вилочных подъемников снабжены фиксируюп ;ими пальцами, установленными с возможностью раздвижки поддонов по заданному размеру при выходе полок из зоны действия 1 ерегрузочной станции, а спижатель установлен над приемным транспортером и смонтирован с возможностью загрузки приемного транспортера поддонами с расположением пальцев приемного транспортера в пределах
фиксирующего паза поддонов.
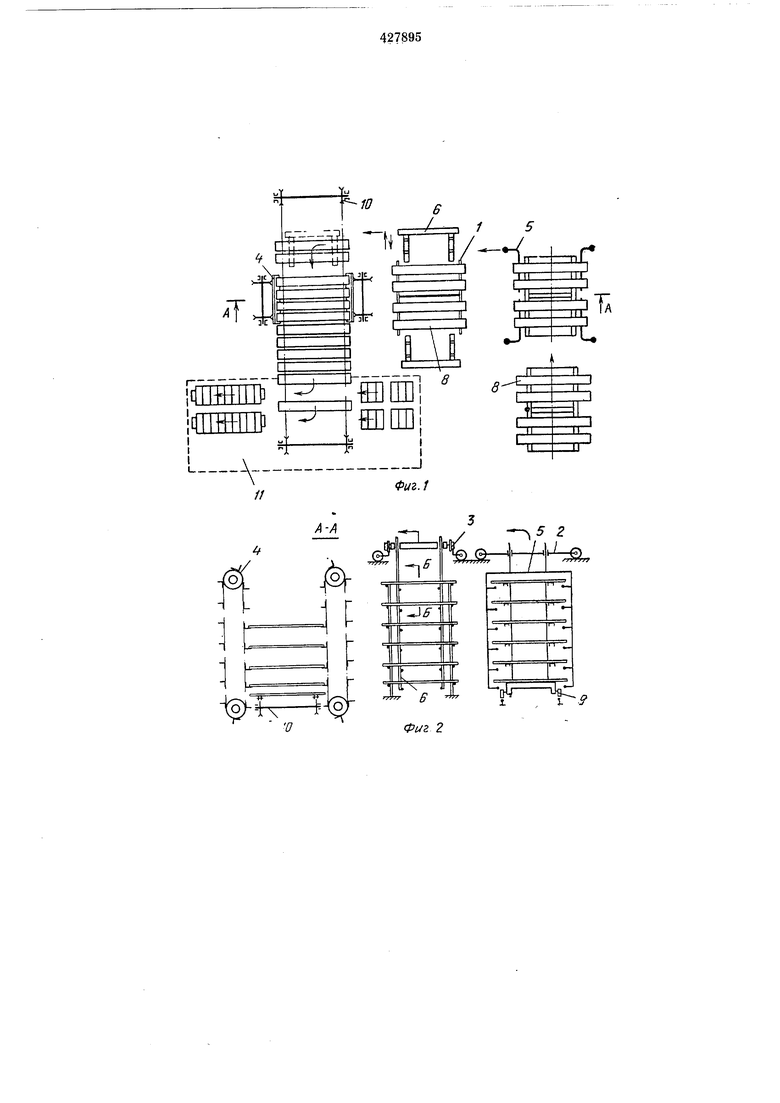
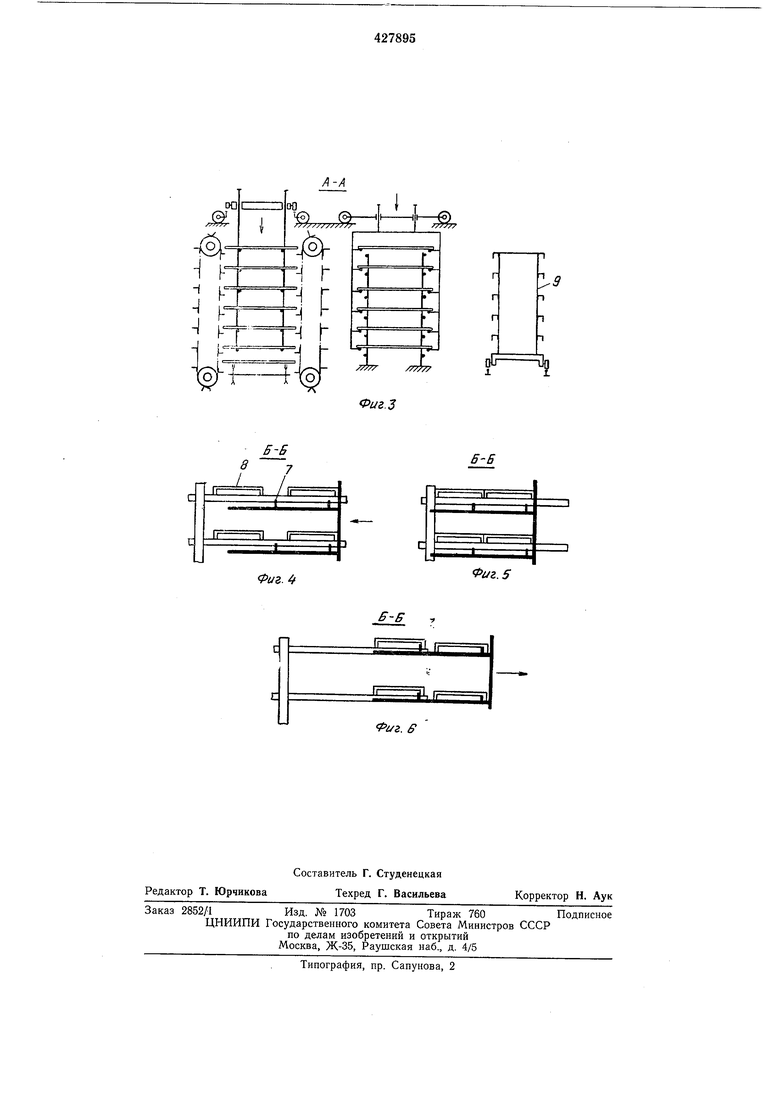
На фиг. 1 изображена предлагаемая установка в плане; на фиг. 2 - разрез по А-А на фиг. 1, момент съема поддонов с сушильной вагонетки и перегрузочной станции; на
фиг. 3 - тот же разрез, момент загрузки перегрузочной станции и многополочного снижателя; на фиг. 4 - сечение по Б-Б на фиг. 2, момент зажима поддонов; на фиг. 5- то же сечение, момент зажима поддонов; на
фиг. 6 - то же сечение, момент раздвил ки поддонов.
Установка содержит перегрузочную станцию 1, загрузочную 2 и выгрузочную 3 тележки и многополочный снижатель 4. Загрузочная тележка снабжена вилочным подъемником 5, а выгрузочная - двумя раздвижными вилочными подъемниками 6, на полках которых установлены фиксирующие пальцы 7. Поддоны 8 к месту разгрузки подаются вагонеткамп 9 и принимаются транспортером 10
автомата И укладки дренажных труб на вагонетки.
Работает установка следующим образом.
До прихода очередной вагонетки с ноддонами в зону разгрузки ноддонов становится подъемник 5 загрузочной тележки. Как только туда заезжает вагонетка, подъемник 5 идет вверх, принимая на полки поддоны. После этого загрузочная тележка перемещается э направлении перегрузочной станции 1, заезжает в нее, подъемник 5 опускается, перегружая поддоны на полки перегрузочной станции, и возвращается в освобожденное место для разгрузки поддонов, так как за это время пустая вагонетка перемещается на следующую позицию. Одновременно происходит перегрузка поддонов с перегрузочной станции на многонолочный снижатель 4 с одновременной раздвижкой поддонов на заданный размер. Это происходит следующим образом.
Над перегрузочной станцией становится выгрузочная телелска 3 с раздвинутыми вилочными подъемниками 6. После этого сначала нодъемники 6, находясь в нижнем положении, сходятся, зажимая поддоны, а потом, несколько поднимаясь, заходят пальцами 7 в фиксирующие пазы поддонов и расходятся, одновременно раздвигая поддоны, которые остаются на полках раздвижных подъемников 6. Выгрузочная тележка .направляется над снижателем, подъемники 6 схо дятся, затем опускаются, оставляя поддоны на полках снижателя, и снова расходятся.
По мере заполнения перегрузочной станции выгрузочная тележка направляется к ней для
повторения операции перегрузки поддонов. Снижатель опускает поддоны группами на приемный транспортер 10 автомата И укладки труб на вагонетки так, что пальцы приемного транспортера находятся в пределах фиксирующих пазов поддонов. Таким образом, в зону загрузки автомата-укладчика поступают точно ориентированные поддоны, гарантирующие безупречную работу технологической линии.
Предмет изобретения
Установка для передачи поддонов в автомат
укладки изделий на вагонетки, содержащая приемный транспортер, многополочный снижатель, загрузочную тележку, отличающаяся тем, что, с целью упрощения конструкции и механизации укладки изделий на сущильные вагонетки, она выполнена с многоэтажной перегрузочной станцией, оборудованной загрузочной тележкой с вилочным подъемником и выгрузочной тележкой с двумя раздвижными вилочными подъемниками, причем
полки раздвижных вилочных подъемников выполнены с фиксирующими пальцами, установленными с возможностью раздвижки поддонов по заданному размеру при выходе полок из зоны действия перегрузочной станции, а
снижатель установлен над приемным транспортером и смонтирован с возможностью загрузки приемного транспортера поддонами с расположением пальцев приемного транспортера в пределах фиксирующего паза поддонов.
О
г.
т
оЬ iJn

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ВОЗВРАТА ПОДДОНОВ | 1972 |
|
SU427894A1 |
| Установка для съема поддонов с вагонетки и подачи в автомат-укладчик | 1976 |
|
SU583055A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Установка для резки и укладки изделий на сушильные вагонетки | 1977 |
|
SU745693A1 |
| Устройство для формирования садки изделий | 1978 |
|
SU779092A1 |
| Устройство для укладки керамических изделий на сушильные вагонетки | 1982 |
|
SU1031733A1 |
| Устройство для вертикального перемещения поддонов | 1977 |
|
SU742141A1 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
Фиг.
Риг. 5
Б-Б ,
Риг. ff
