1
Изобретение относится к области производства элементов трубоироводов обработкой метачлов давлением, в частности к штамповке тройников из трубных заготовок.
Известные способи формовки тройников из трубных заготовок, включающие поперечный обжим заготовки и отбортовку патрубка, осуществляемые одновременно, не позволяют изготавливать особотолстостенные тройники с относительной толщиной стенки
Sn
0,15.
D
о
С целью получения тройников с относительной тощиной стенки Зп 0,15 полученный после обжима и от бортовки тройник размеры которого превышают требуемые, осаживают по оси корпуса, а затем вновь производят поперечный обжим корпуса и патрубка в направлении, перпендикулярном продольной плоскости симметрии тройника до получения требуемых размеров.
Чертеж поясняет предлагаемый способ формовки тройников.
2
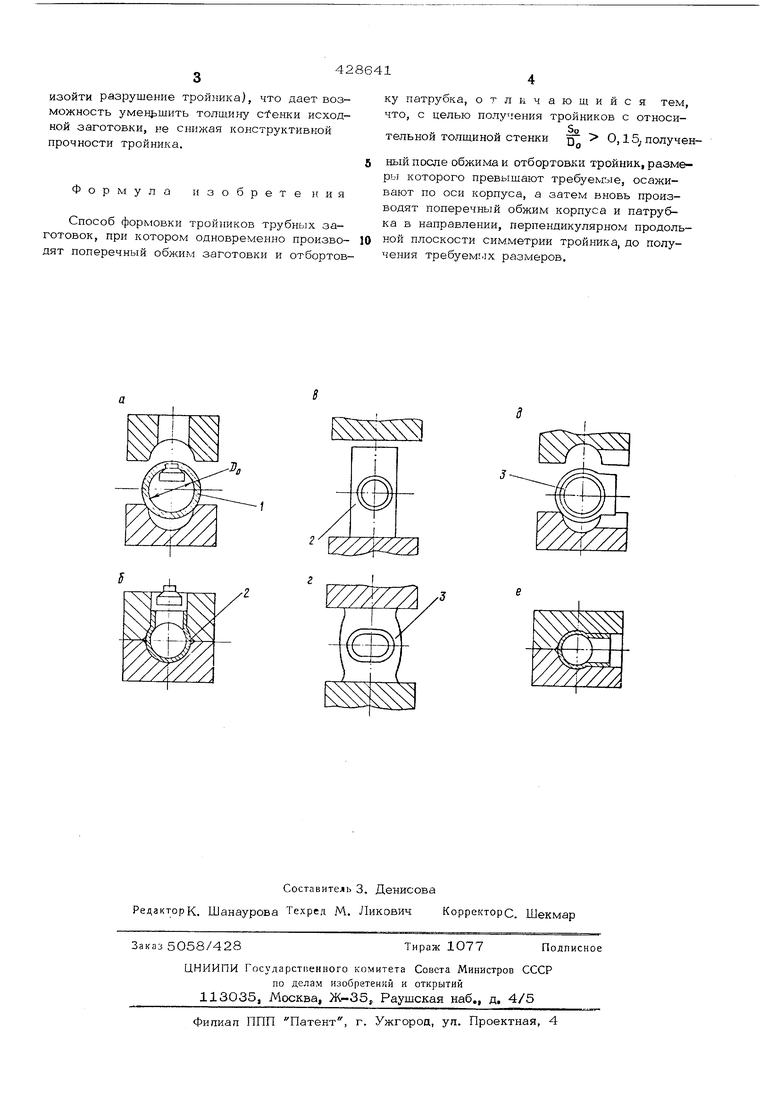
Нагретая трубная заготовка 1, диаметр которой больше диаметра корпуса тройлик.а, с предварительно в1,1реза)1иьгм отверстием для отбортовки патрубка устаиавливается в штамп (а). Посредством поперечного обжима и отбортовки, осуществляем:.х одновременно, производят предварительную формовку заготовк тройника 2. лиаметр корпуса и патрубка которой болыло раз.меров окончательного тройника (б). Затем предварительно отформованную заготовку тройника устанавливают вертикально (в) и между плоскими плитами производят осадку корпуса в продольном направлении, при
этом патрубок 3 заготовки тройника получает овальную форму (г).
Для придания тройнику окончательной формы и размеров полученную заготовку подвергают поперечному обжиму по корпусу и патрубку в направлении, перпендикулярном продольной плоскости симметрии тройника (д, е). В результате обжима достигается существенное утолщение стенки тройника в месте перехода корпуса в патрубок (опасная зона, в которой может произойти разрушение тройника), что дает возможность умещзшить толщину сменки исходной заготовки, не снижая конструктивной прочности тройника.
Формула изобрете иия Способ формовки трубных заготовок, при котором одновременно производят поперечный обжим заготовки и отбортовку патрубка, отличающийся тем, что, с целью получения тройников с относительной толщиной стенки ц 0,15; полученный после обжима и отбортовки тройник, размеры которого превыщают требуемые, осаживают по оси корпуса, а затем вновь производят поперечный обжим корпуса и патрубка в направлении, перпендикулярном продольной плоскости симметрии тройника, до получения требуемых размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2333064C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| Способ изготовления тройников | 1980 |
|
SU940892A1 |
| Способ изготовления тройниковиз ТРубНыХ зАгОТОВОК | 1978 |
|
SU795610A1 |
| Способ изготовления тройников | 2020 |
|
RU2745218C1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| СПОСОБ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХ ЗАГОТОВОК | 1968 |
|
SU206516A1 |
