1
Известны способы волочения фасонных нрофилей в разъемных волоках, включающие частичное обжатие заготовки в каждом проходе.
Однако известным способом невозможно получать калиброванную поверхность на участках разъема .волоки без образования заусенцев.
Цель изобретения - получение точных размеров и калиброванной поверхности по всему контуру профиля без образования заусенцев.
Для этого во втором и последующих проходах обжимают участки профиля, необжатые в предыдущем проходе, и в каждом проходе на участках разъема волоку калибруют по размеру заготовки, полученному в предыдущем проходе.
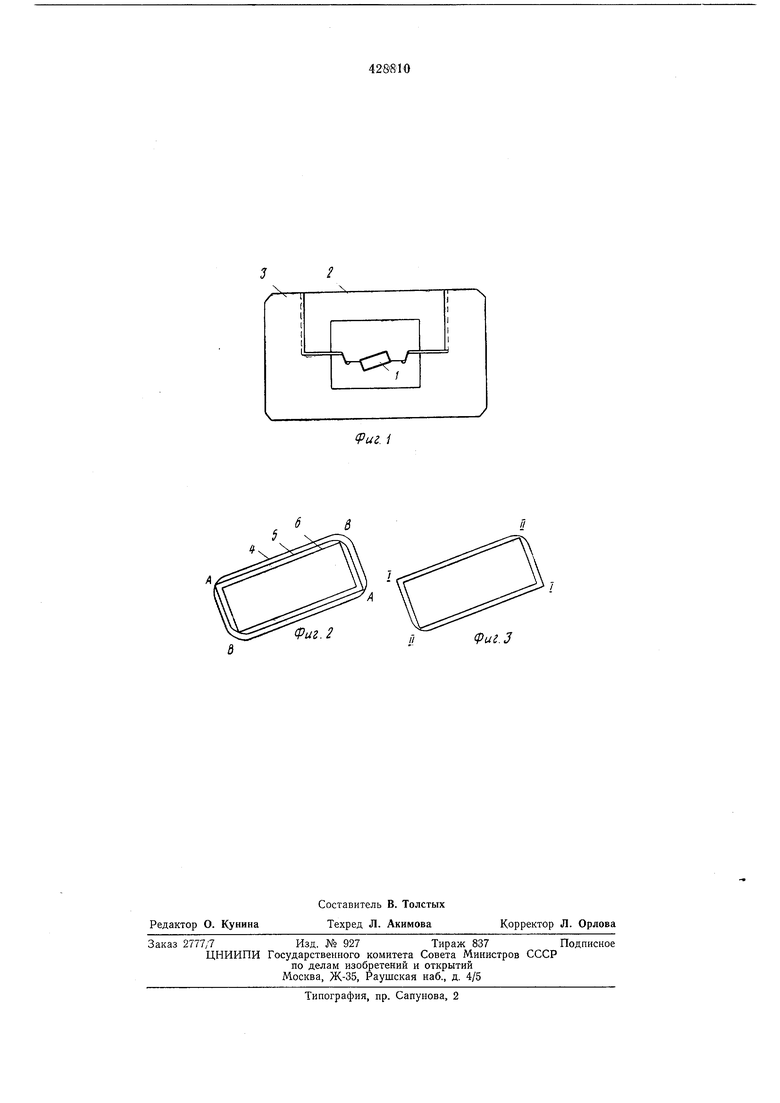
На фиг. 1 схематически изображен инструмент для волочения фасонных профилей без острения концов прутка; на фиг. 2 - контуры переходных сечений профиля; на фиг. 3 - схема калибровки.
Волочение фасонных профилей проводят без острепия концов прутков следующим образом: в момент раскрытия калибра 1 конец прутка свободно задают в волоку на длину, достаточную для захвата губками тележки. Затем под действием пидроцилиндров подвижная часть волоки 2 соприкасается с неподвижной 3, деформируя фасонную заготовку с контуром 4.
Разъем волоки для первого прохода выполнен по участкам А.
После первого прохода получают заготовку с контуром 5 для второго прохода с разъемом волоки по участкам В. После второго прохода получают готовый профиль с контуром 6.
В первом проходе волочение производят с обжатием по участкам В, а разъем - по участкам А. Во втором проходе волочение производят с обжатием по участкам А, а разъем-по участкам В.
Предмет изобретения
Способ многократного волочения фасонных прО|филей в разъемных волоках, включающий раскрытые волоки перед проходом и частичное обжатие профиля в каждом проходе, о гличающийся тем, что, с целью получения точных размеров и калиброванной поверхности по всему контуру профиля без образования заусенцев, во втором и последующих проходах обжимают участки профиля, необжатые в предыдущем проходе, и в каждом проходе на участках разъема волоку калибруют по размеру заготовки, полученному в предыдущем проходе.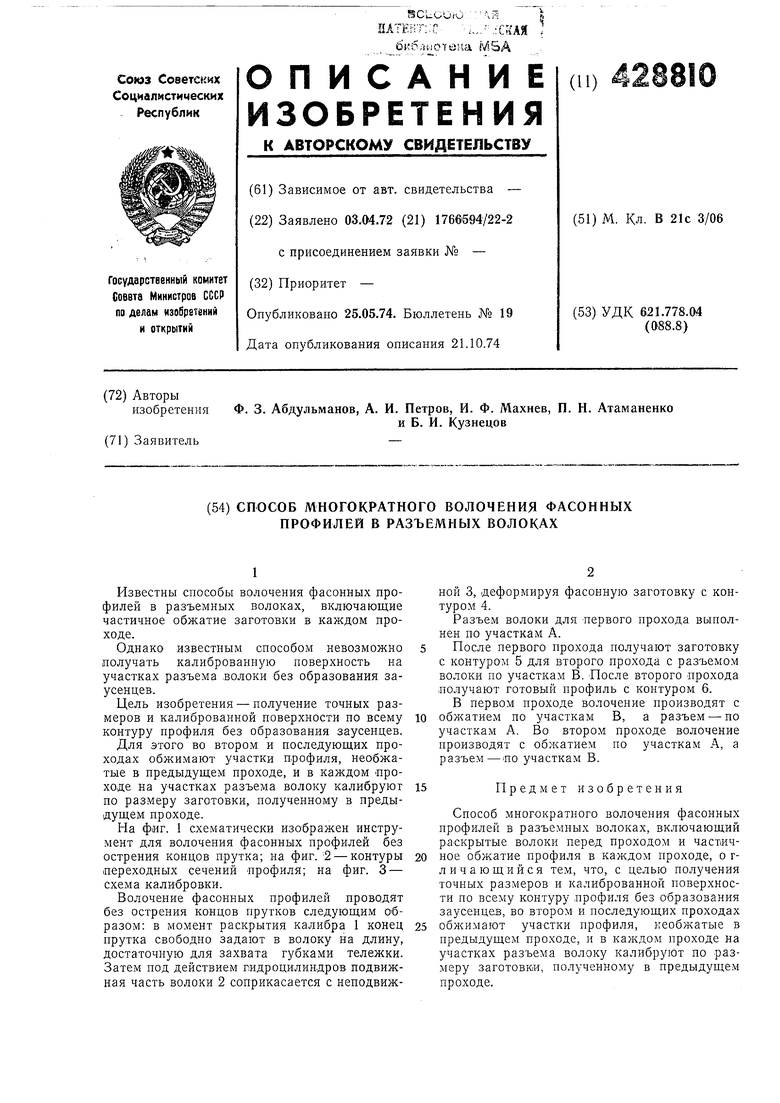
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ШЕСТИГРАННЫХ ПРОФИЛЕЙ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2019 |
|
RU2726231C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННОГО ШЕСТИГРАННОГО ПРОФИЛЯ | 2003 |
|
RU2235614C1 |
| СПОСОБ ФОРМИРОВАНИЯ СОРТОВОГО ПРОФИЛЯ В ЗАКРЫТЫХ КАЛИБРАХ | 2014 |
|
RU2582839C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| Составная волока | 1979 |
|
SU891191A1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| ВРАЩАЮЩАЯСЯ ВОЛОКА | 1971 |
|
SU296451A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОФИЛЯ ЛИФТОВОЙ НАПРАВЛЯЮЩЕЙ | 2007 |
|
RU2342206C2 |
6В
Фиг.З
