1
Изобретение относится к термической обработке металлов и касается способов правки заготовок при нагреве.
Известен способ правки заготовок, преимущественно крупногабаритных штамповок турбинных и компрессорных лопаток, заключающийся в том, что заготовку устанавливают в секционных фиксирующих ее по отдельным сечениям ложементах и нагружают постоянной нагрузкой, обеспечивающей пластическое деформирование заготовки.
Цель изобретения - повысить качество Оравки.
Для этого заготовку в процессе приложения постоянной нагрузки нагревают до температуры, обеспечивающей сверхпластическое состояние в поперечных сечениях, расположенных между поперечными сечениями, фиксируемыми ложементами.
Чтобы обеспечить равномерный нагрев заготовки с разной площадью поперечного сечения, нагревание ведут последовательно, начиная от сечения большей площади и кончая сечением меньшей площади.
После нагрева заготовку охлаждают до температуры, равной 0,6 температуры, обеспечивающей сверхпластическое состояние металла заготовки.
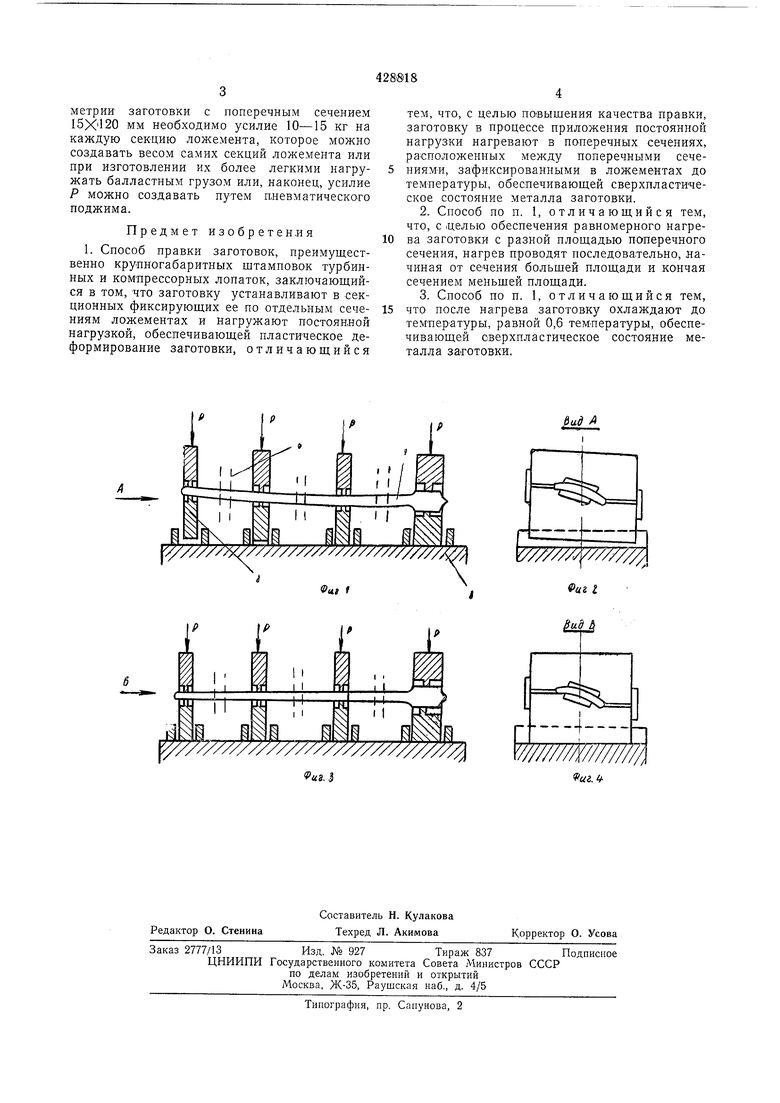
На фиг. 1 показано расположение штампованной заготовки в секциях ложемента до
исправления геометрии; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - расположение штампованной заготовки в секциях ложемента после правки; на фиг. 4 - вид по стрелке Б на фиг. 3.
Предлагаемый способ можно осуществить, например, следующим образом.
Заготовку 1, заключенную в отдельные разъемные секции лол емента 2 (см. фиг. 1),
профилированные по соответствующим сечениям заготовки, устанавливают на плиту 3 и нагружают силами Р. Если заготовка покороблена, секции ложемента располагают, как показано на фиг. 1. Затем заготовку нагревают Б сечениях 4 до температуры сверхпластического состояния металла. При этом под воздействием усилий Р секции ложементов выравниваются и исправляют геометрию заготовки. Взаимное положение заготовки и секций ложемента на плите после правки показано на фиг. 3. После правки источник тепла при нагреве отключается, и заготовка выдерживается под нагрузкой Р до температуры 0,6 температуры сверхпластического состояния
металла заготовки. Затем заготовку снимают с приспособления и охлаждают на воздухе.
Вследствие высокой пластичности в зонах нагрева при сверхпластическом состоянии металл деформируется при весьма малых усиЛИЯХ Р. Так, например, для исправления геометрии заготовки с поперечным сечением 15Х120 мм необходимо усилие 10-15 кг на каждую секцию ложемента, которое можно создавать весом самих секций ложемента или при изготовлении их более легкими нагружать балластным грузом или, наконец, усилие Р можно создавать путем пневматического поджима.
Предмет изобретения
1. Способ правки заготовок, преимущественно крупногабаритных штамповок турбинных и компрессорных лопаток, заключающийся в том, что заготовку устанавливают в секционных фиксирующих ее по отдельным сечениям ложементах и нагружают постоянной нагрузкой, обеспечивающей пластическое деформирование заготовки, отличающийся
тем, что, с целью повышения качества правки, заготовку в процессе приложения постоянной нагрузки нагревают в поперечных сечениях, расположенных между поперечными сечениями, зафиксированными в ложементах до температуры, обеспечивающей сверхпластическое состояние металла заготовки.
2.Способ по п. 1, отличающийся тем, что, с целью обеспечения равномерного нагрева заготовки с разной площадью поперечного сечения, нагрев проводят последовательно, начиная от сечения большей площади и кончая сечением меньшей площади.
3.Способ по п. 1, отличающийся тем, что после нагрева заготовку охлаждают до температуры, равной 0,6 температуры, обеспечивающей сверхпластическое состояние металла заготовки.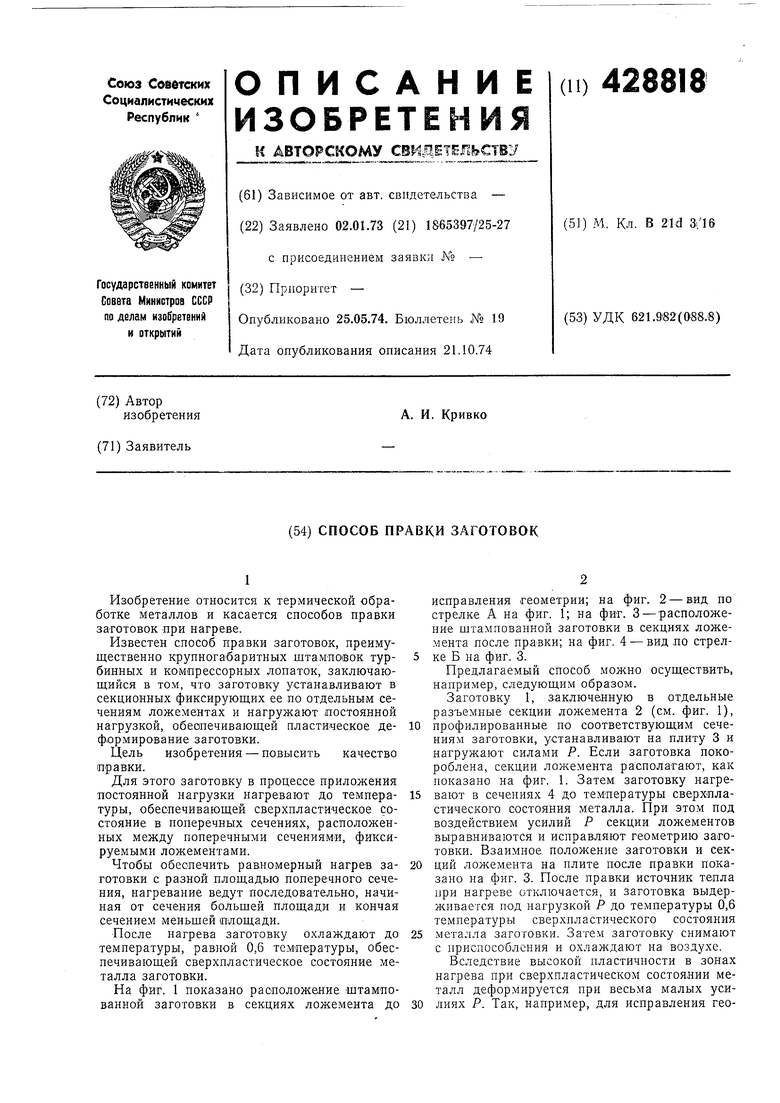
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки деталей типа турбинных лопаток и устройство для его осуществления | 1975 |
|
SU624683A1 |
| Способ правки крупногабаритных лопаток газотурбинного двигателя | 2024 |
|
RU2827195C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ЗАГОТОВОК | 2008 |
|
RU2381083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ПРАВКИ ЛОПАТОК | 2002 |
|
RU2229353C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ЗАГОТОВОК ОСОБОКРУПНОГАБАРИТНЫХ ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2015 |
|
RU2625385C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ТРОЙНИКОВ ДЛЯ АТОМНОЙ И НЕФТЕГАЗОВОЙ ОТРАСЛИ И ТЕПЛОВОДОПРОВОДНЫХ СЕТЕЙ ПОСРЕДСТВОМ ВЫДАВЛИВАНИЯ ОТВЕТВЛЕНИЯ ИЗНУТРИ ТРУБНОЙ ЗАГОТОВКИ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2492951C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| Способ обработки кольцевых заготовок из высокопрочных сплавов | 1988 |
|
SU1636453A1 |
//// /////- /////////////////// ;
.1 1
У/////// / /////Щ
Фиг I
777/77/7 777/7/////////////////
Оиг.Ь
|.--4
i
w/T/mmm
0щ.ч
