1
Изобретение может быть применено в общем машиностроении при производстве токарных работ.
Известны способы наотройки инструмента вне станка, при которых необходимо знать абсолютное значение расстояний от установочных баз под инструментальные державки до отючетных баз (например, оси или торца шяи/нделя).
Однако первичная установка в исходное положение суппорта при этих способах очень сложна. Описываемый способ позволяет ускорить и упростить процесс настройки инструмента.
Для этого установку вершин режуших кромок на настроечном приборе осуществляют от предварительно перенесенных на прибор начальных Координат, соответствующих положению отсчетных баз станка относительно установочных баз, при любом фиксированном положении суппорта.
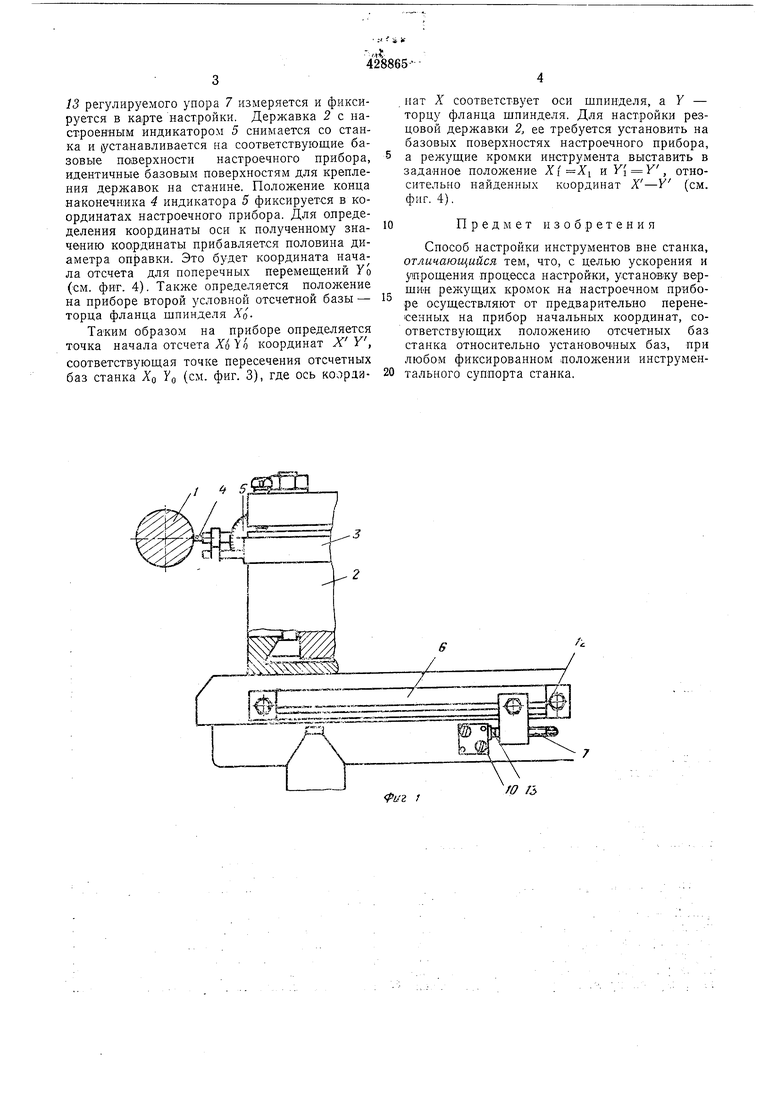
На фиг. 1 изображен передний суппорт, вид со стороны шпиндельной бабки станка; на фиг. 2 - передний суп|порт станка, вид со стороны рабочего места; на фиг. 3 - схема расчетной привязки вершины режущей кромки отрезного резца к координатам отсчетных баз станка; на фиг. 4 - схема настройки вершины режущей кромки отрезного резца относительно найденных на приборе координат отсчетных баз станка.
Для примера описывается способ определения на приборе одной из координат - оси
шпинделя (см. фиг. 1).
В шпинделе станка закрепляется контрольная олравка 1 с точно измеренным диаметром. В резцовой державке 2, закрепленной на поперечном суппорте станка, на месте резца
зажимается индикаторная державка 3 так, чтобы наконечник 4 индикатора 5 касался контрольной оправки / на высоте центров. Перемещением суппорта осуществляется оптимальный натяг индикатора 5, наконечник 4
индикатора стопорится, а шкала устанавливается на «О.
Для фиксации положения суппорта на каждом из поперечных суппортов на определенные базы установлено две быстросъемные
линейки - попереЧная 6 (см. фиг. 1) с регулируемым упором 7 и продольная 8 (см. фиг. 2) с регулируемым упором 9, а на станине крепятся соответственно два жестких упора 10 и п.
Регулируемый упор 7 на поперечной линейке 6 доводится до неподвижного упора 10 на станине, фиксируя таким образом поперечное положение сулпорта. Затем поперечная линейка снимается, а расстояние от базовой
плоскости линейки 12 до рабочей поверхности
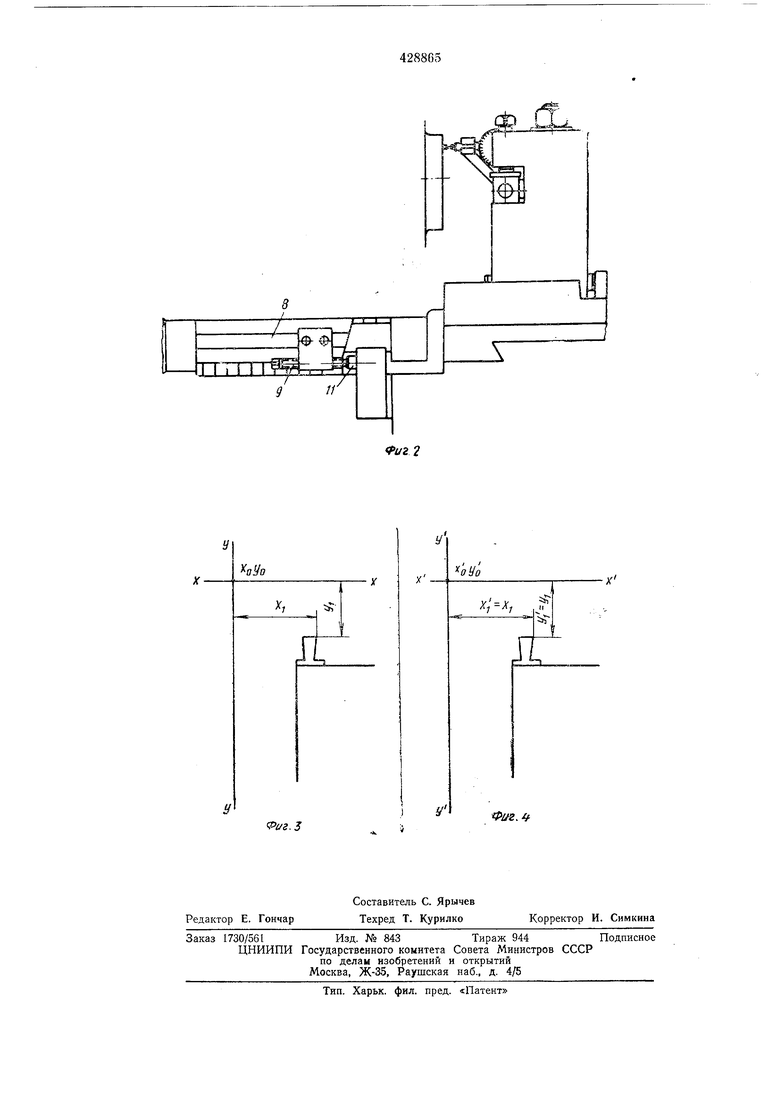
13 регулируемого упора 7 измеряется и фиксируется в карте настройки. Державка 2 с настроенным индикатором 5 снимается со станка и |уста.навливается на соответствующие базовые noisepXHOCTH настроечного прибора, идентичные базовым поверхностям для крепления державок на станине. Положение конца наконечника 4 индикатора 5 фиксируется в координатах настроечного прибора. Для опредеделения координаты оси к полученному значению координаты прибавляется половина диаметра оправки. Это будет координата начала отсчета для поперечных перемещений У о (см. фиг. 4). Также определяется положение на приборе второй условной отсчетной базы - торца фланца шпинделя XQ.
Таким образом на приборе определяется точка начала отсчета Хо Vо координат XY, соответствующая точке пересечения отсчетных баз станка XQ YO (см. фиг. 3), где ось коорданат X соответствует оси щпинделя, а У - торцу фланца щпинделя. Для настройки резцовой державки 2, ее требуется установить на базовых поверхностях настроечного прибора, а режущие кромки инструмента выставить в заданное положение и , относительно найденных координат X-У (см. фиг. 4).
Предмет изобретения
Способ настройки инструментов вне станка, отличающийся тем, что, с целью ускорения и упрощения процесса настройки, установку вершив кромок на настроечном приборе осуществляют от предварительно перенесенных на прибор начальных координат, соответствующих положению отсчетных баз станка относительно установочных баз, при любом фиксированном положении инструментального суппорта станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцедержатель | 1986 |
|
SU1397187A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| Способ наладки станка для обработки поверхностей вращения | 1989 |
|
SU1839124A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| СИНУСНАЯ ЛИНЕЙКА | 1970 |
|
SU278353A1 |
| УСТРОЙСТВО КОМПЕНСАЦИИ ТЕПЛОВЫХ И СИЛОВЫХ ПОГРЕШНОСТЕЙ ТОКАРНОГО СТАНКА | 2010 |
|
RU2438830C1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Продольно-строгальный станок | 1974 |
|
SU516478A1 |
flJ2
оУо
оУо
/
х;-х,
