Изобретение относится к станкостроению, в частности к продольно-строгальным станкам для обработки заготовок, имеющих ось симметрии, например головок направляющих лифтов, рельсов.
Известны продольно-строгальные станки для обработки боковых сторон рельса с размещенным на подвижном столе приспособлением для крепления детали, содержащие перемещаемьш по направляющим поперечины станка суппорт с резцовыми блоками.
Предлагаемый станок отличается от известных тем, что он снабжен устройством равномерного деления припуска на две стороны детали, вьшолненным в виде двух плоских пружин, нижние части которых несут ролики для контакта с боковыми сторонами головки рельса, а верхние части закреплены на линейке, которая размещена между направляющими поперечины с возможностью перемещения вдоль последних и снабжена упорами для фиксации суппорта в позициях, откорректированных упомянутым устройством.
Такое вьшолнение станка позволяет сократить количество рабочих ходов.
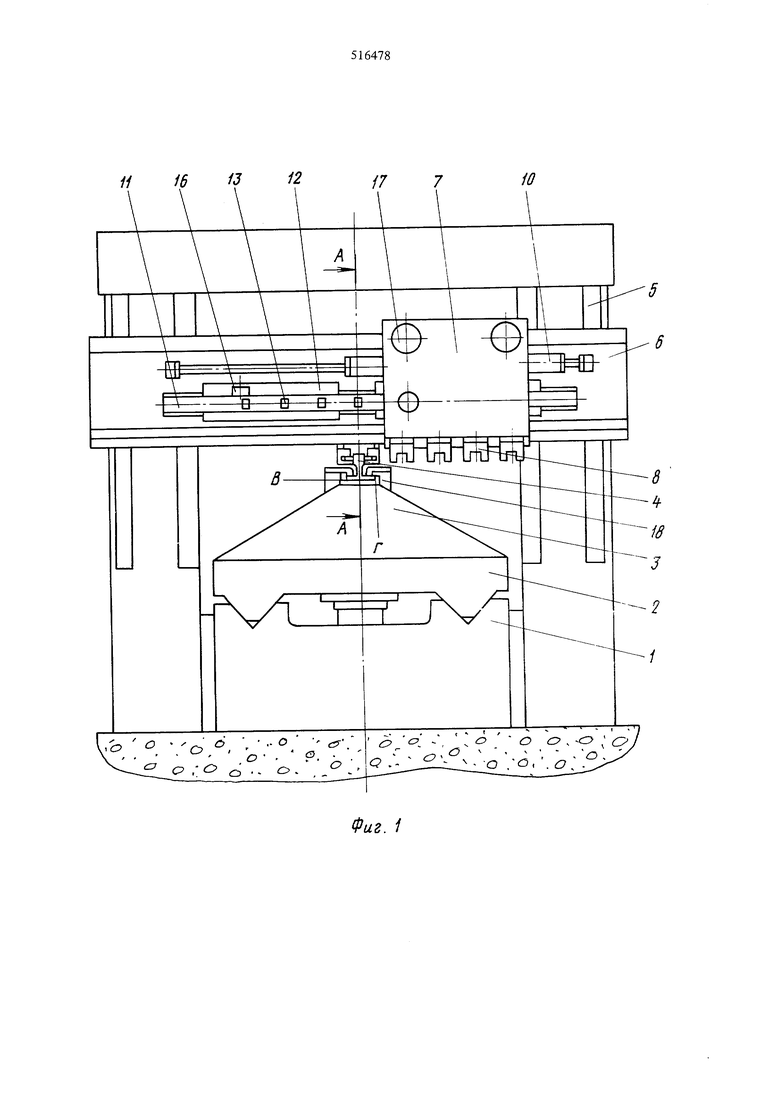
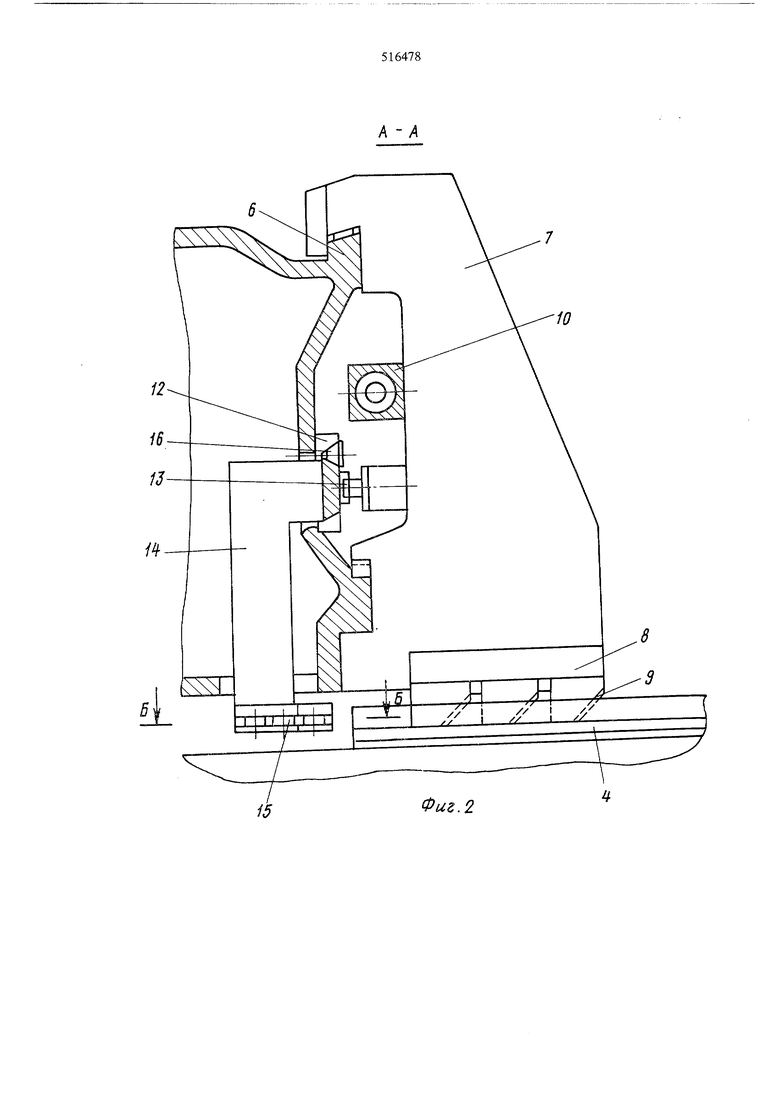
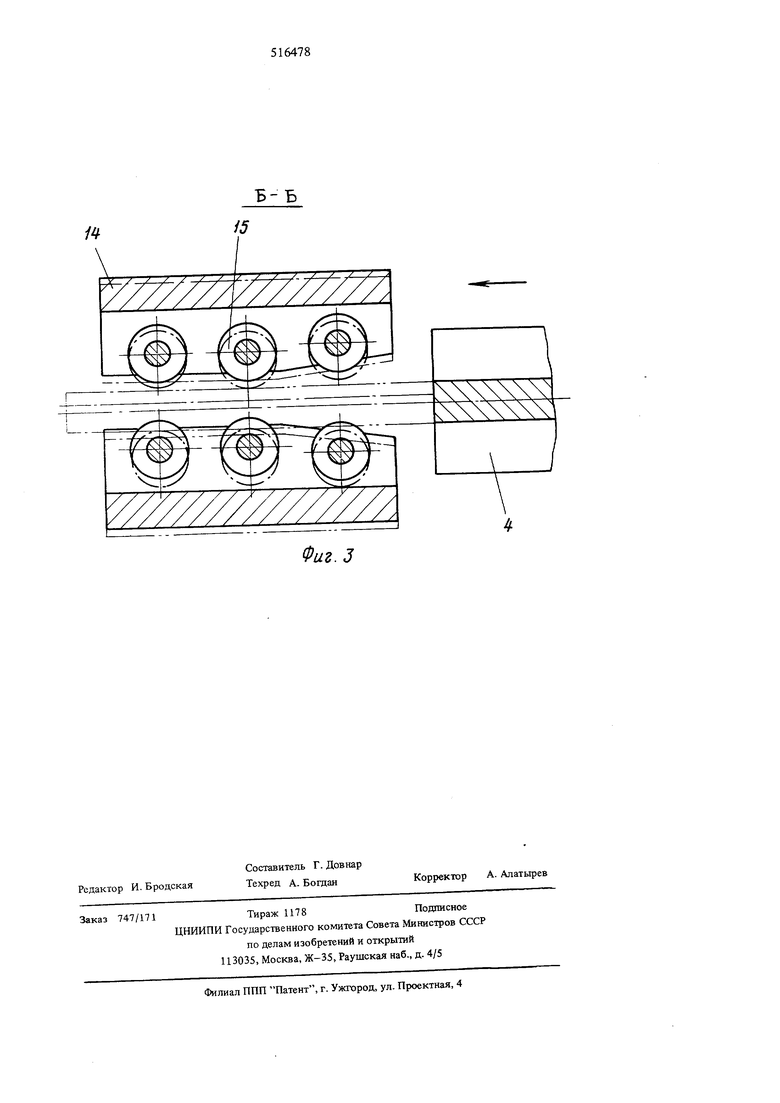
На фиг. 1 изображен предлагаемый станок, вид спереди; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Станок состоит из станины 1, подвижного стола 2 с приспособлением 3 для ориентации и крепления заготовки 4, портала 5, поперечины 6, по которой перемещается суппорт 7. На нем закреплены несколько резцовых блоков 8 с режущим инструментом 9.
Сзшпорт 7 перемещается при помопщ гидравлического цилиндра 10. Между направляющими поперечины 6 размещена линейка 11, которая имеет возможность перемещения в опорах 12 вдоль направляющих поперечины 6. На лицевой стороне линейки 11 закреплены упоры 13 позиционирования суппорта 7 в заданных положениях относительно заготовки 4. Кроме того, на линейке 11 установлено механическое устройство равномерного деления припуска, состоящее из двух плоских пружин 14, на нижних концах которых закреплены ролики 15, входяцдие в контакт и охватьшающие головку заготовки 4 при перемещении стола 2. Верхние части двух плоских пруяян 14 механического устройства закреплены на линейке И, которая имеет возможность двигаться параллельно направлению
перемещения суппорта 7 под воздействием результирующей силы,пружин 14, возникающей в результате взаимодействия роликов 15 со смещенной относительно них головкой заготовки. Линейка 11 и сугшорт 7 имеют зажимы 16 и 17, а приспособлеiDie 3 - зажимы 18. В крайнем переднем положении стола 2 в приспособление 3 устанавливается заготовка 4, установочными базами которой служат горизонтальная поверхность В и вертикальная Г. Установочные базы расположены в направлении перемещения стола 2. В приспособлении 3 заготовка прижимается к вертикальной базе Г, затем зажимается относительно горизонтальной базы с помощью зажимов 18. Этим обеспечивается выравнивание заготовки 4 в двух плоскостях относительно направления перемещения стола 2 и фиксации заготовки перед обработкой. Затем стол 2 вместе с заготовкой 4 перемещается в сторону поперечины 6 и заготовка 4 входит в контакт с роликами 15. В момент входа головки заготовки между роликами 15 одна из плоских пружин 14 начинает деформироваться (отгабаться), так как ось симметрии головки смещена в сторону этой пружины. Ддльнейшее перемещение заготовки сопровождается увеличением силы ее воздействия на эту пружину.
Когда эта сила превысит силу трения линейки 11 в опорах 12, начнется перемещение линейки. Дальнейщее ее движение приведет к тому, что и вторая пружина 14 тоже войдет в контакт с заготовкой 4. Перемещение линейки 11 прекратится, когда наступит равновесие сил, действующих на плоские пружины 14 со стороны головки и сил трения в опорах линейки 11.
Зажим линейки 11 происходит с помощью зажима 16. После этого стол 2 соверщает обратньш ход и останавливается. Затем суппорт 7 с закрепленными на нем рецзовыми блоками 8 перемещается в первую рабочую позицию относительно линейки 11. На линейке закреплены упоры 13, расположенные параллельно направлению передвижения суппорта 7 и отстоящие на расстоянии, соответственно равном расстоянию между резцовыми блоками 8. Суппорт 7, подойдя к первому упору 13, останавливается, обеспечивая совмещение оси первого резцового блока 8 с осью заготовки 4. После этого суппорт 7 зажимается. Следует рабочий ход стола, во время которого срезается определенная часть припуска одновременно с обеих сторон заготовки 4. Холостой ход стола 2 происходит вне зоны режущего инструмента 9. Перед началом еле:1}ющего рабочего хода стола 2 суппорт 7 отжимается и перемещается с помощью гидравлического цилиндра 10 во вторую рабочую позицию до следующего упора 13 линейки 11, обеспечивая совмещение оси второго резцового блока 8 с осью заготовки 4. Далее производится следующий рабочий ход стола, во время которого срезается следующая часть припуска с обеих сторон, и т.д. до получения готовой детали.
После обработки готовая деталь снимается, а новая заготовка устанавливается в приспособление 3, и цикл повторяется.
Суммарное отклонение (погрещности) головки относительно вертикальной базы приспособления 3 составляет величину, значительно превыщающую глубину резания. Это и вызвало необходимость создания устройства, которое могло бы корректировать положение режущих кромок инструмента относительно головки каждой установленной и закрепленной в приспособлении заготовки.
Причем это устройство не только устраняет погрещности, связанные с установкой заготовки и отклонениями головки относительно ее вертикальной базы Г, но и делит равномерно припуск на обе стороны головки.
Механическое устройство равномерного делени припуска по обеим сторонам обрабатьшаемой заготовки позволяет сократить количество рабочих ходов стола, т.е. увеличить производительность, улучщить условия работы режущих инструментов, повысить качество обрабытываемой поверхности.
Формула изобретения
Продольно-строгальньш станок для обработки боковых сторон головки рельса с размещенным на подвижном столе приспособлением для крепления детали, содержащий перемещаемьш по направляющим поперечины станка суппорт с резцовыми блоками, отличающийся тем, что, с целью сокращения рабочих ходов стола, он снабжен устройством равномерного деления припуска на две стороны обрабатьшаемой детали, вьшолненным в виде двух плоских пружин, нижние части которых несут ролики для контакта с боковыми сторонами головки рельса, а верхние части закреплены на линейке, которая размещена между направляющими поперечины с возможностью перемещения вдоль последних и снабжена упорами для фиксации суппорта в позициях, откорректированных упомянутым устройством. // 16 /J i2 - -/o,, .- , c .: о - 0/;,:/7
Фиг. 1 7
Фиг. 2
Фиг.д
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| КОПИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛЫЖ, ПРОПЕЛЛЕРОВ И Т. П. | 1930 |
|
SU35107A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |