Изобретение относится к металлообрабатывающей промышленности, в частности к токарным станкам с повышенной точностью изготовления деталей.
Наиболее близким решением из уровня техники по технической сущности является устройство для компенсации тепловых погрешностей, содержащее датчики перемещения оси шпинделя и оси пиноли в плоскости формообразования и элемент, осуществляющий смещение оси пиноли, соответствующее перемещению оси шпинделя. Для повышения точности обработки элемент, осуществляющий смещение оси пиноли, выполнен в виде гидроцилиндра, закрепленного на станине станка с упором его штока в пиноль, а устройство снабжено двумя цифровыми приборами для указания величины смещения оси шпинделя и оси пиноли в плоскости формообразования, соединенными с двумя датчиками перемещения, и редукционным клапаном для регулировки давления масла в гидроцилиндре (Патент РФ №2245765, В23В 25/06, 2005 г.).
К недостаткам известного технического решения следует отнести то, что в нем не компенсируются силовые погрешности шпинделя и суппорта, которые возникают от воздействия резца на деталь при обработке резанием.
Задача, на решение которой направлено заявленное техническое решение, заключается в повышении точности обработки деталей за счет компенсации выявленных тепловых и силовых погрешностей в совокупности их воздействия донастройкой станка в процессе обработки деталей.
Технический результат, соответствующий поставленной технической задаче, достигается за счет совокупности признаков, изложенных заявителем в формуле изобретения.
А именно, за счет того что в устройстве компенсации тепловых и силовых погрешностей токарного станка, содержащем измерительную систему в виде средств съема и передачи информации, систему обработки измерительной информации, а также систему коррекции, функционально обеспечивающую посредством программно-аппаратных средств по полученным данным корректировку процесса металлообработки, согласно изобретению средства съема информации выполнены в виде двух лазерных датчиков перемещения, один из которых установлен с возможностью фокусировки луча непосредственно на поверхность шпинделя, а второй - на диагональную поверхность отражателя, выполненного в виде прямоугольной призмы и расположенного на державке резца в зоне металлообработки перед передней поверхностью резца.
Поставленная задача решается также и посредством того, что заявленное устройство выполнено с возможностью автоматической компенсации погрешностей в процессе металлообработки, настройки и управления станка.
Полученное новое качество по заявленной совокупности признаков ранее не было известно из уровня техники и достигается только в данном устройстве.
Заявленное устройство поясняется графическими материалами, где:
- на фиг.1 схематично изображено устройство компенсации тепловых и силовых погрешностей токарного станка (вид сверху);
- на фиг.2 схематично изображено устройство компенсации тепловых и силовых погрешностей токарного станка (вид сбоку).
Заявленное устройство содержит следующие конструкционные элементы: систему коррекции выявленных погрешностей 1, снабженную программно-аппаратными средствами для автоматической корректировки положения резца в процессе металлообработки, шпиндель 2, закрепленный на станине 3, патрон 4, в котором устанавливается обрабатываемая заготовка 5. На кронштейне 6, установленном на станине 3, смонтирован лазерный датчик 7 перемещения, который измеряет перемещение шпинделя 2 в горизонтальной плоскости формообразования в процессе обработки посредством фокусировки луча непосредственно на его поверхности. Для измерения перемещения резца 8 в процессе обработки под воздействием силовых и тепловых факторов на нем закреплен отражатель 9, выполненный в виде прямоугольной призмы, а на суппорте 10 закреплен кронштейн 11, на котором смонтирован лазерный датчик 12, который измеряет перемещение резца 8 в горизонтальной плоскости формообразования детали. При этом луч лазерного датчика 12 сфокусирован на диагональной поверхности усеченной призмы отражателя 9.
Устройство компенсации тепловых и силовых погрешностей токарного станка работает следующим образом.
При металлообработке на токарном станке сила резания через заготовку 5 воздействует на консольную систему «заготовка 5 - патрон 4 - шпиндель 2», которая подвергается наибольшей деформации в области контакта резца 8 с поверхностью обрабатываемой заготовки 5. Кроме этого та же сила резания воздействует на другую консольную систему «суппорт 10 - резцедержательная головка - резец 8», которая также подвергается наибольшей деформации в области контакта резца 8 с поверхностью обрабатываемой заготовки 5. Деформации этих двух главных консольных систем приводят к искажению обрабатываемой поверхности заготовки 5. С другой стороны в процессе работы токарного станка в его опорах в результате трения выделяется теплота, которая приводит к тепловому расширению стенок шпиндельной бабки, в результате чего ось шпинделя 2 перемещается, главным образом, в горизонтальной плоскости формообразования. Кроме этого при резании выделяемая теплота нагревает переднюю поверхность резца 8, что приводит к его локальному термическому расширению и, как следствие, к перемещению режущей кромки резца 8 в сторону заготовки 5, в результате чего за счет возникающих тепловых и силовых погрешностей нарушается начальная настройка резца на размер. Заготовка 5 обрабатывается уже не по цилиндрической, а по криволинейной поверхности.
Текущий радиус геометрического образа обработанной поверхности в поперечном сечении рассчитывается по формуле:
 .
.
Это выражение является обобщенной функцией геометрического образа при токарной обработке. Определив экспериментально траекторию оси заготовки 5, то есть текущие координаты Xpi и Ypi, и траекторию режущей кромки, то есть текущие координаты Xдi и Yдi, по углу поворота шпинделя 2 можно построить геометрический образ поперечного сечения обработанной поверхности с настроечным диаметром D.
В уравнении первый член на три-четыре порядка больше второго. Это значит, что влиянием второго члена формулы на искажения геометрического образа обрабатываемой поверхности можно пренебречь. Многочисленные экспериментальные исследования показали, что перемещение оси шпинделя в вертикальной плоскости никак не влияет на форму обрабатываемой поверхности заготовки 5.
Таким образом, при реализации заявленного устройства для достижения заявленного технического результата достаточно учитывать смещение оси шпинделя 2 и резца 8 только в плоскости формообразования (XOZ).
Поэтому в системе измерения перемещения шпинделя используется только один лазерный датчик 7, луч которого сфокусирован на поверхность консольной части шпинделя 2, с возможностью измерения перемещения шпинделя в плоскости формообразования заготовки 5. А в системе измерения перемещения резца 8 достаточно использовать также один лазерный датчик 12, луч которого сфокусирован на диагональную поверхность отражателя 9, выполненного в виде прямоугольной призмы и расположенного на державке резца 8 в зоне металлообработки перед передней поверхностью резца 8. Рассеянное на поверхностях шпинделя 2 и отражателя 9 излучение собирается на CCD-линейках лазерных датчиков 7 и 12. Процессоры лазерных датчиков 7 и 12 рассчитывают расстояние до поверхности шпинделя 2 и отражателя 9 и полученные данные направляют в систему коррекции выявленных интегральных погрешностей 1, например в СПЧУ станка, где программно-аппаратными средствами производится автоматическая коррекция положения резца 8 в горизонтальной плоскости формообразования (XOZ).
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата, а именно: для повышения точности обработки деталей за счет компенсации выявленных тепловых и силовых погрешностей в совокупности их воздействия донастройкой станка в процессе обработки деталей.
Свойства и элементы конструкции, регламентированные в заявленном устройстве отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для компенсации силовых и тепловых погрешностей на токарных станках и может быть отнесен к области металлообработки и измерительной техники;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект, по мнению заявителя, соответствует требованиям условия патентоспособности «новизна», «уровень техники» и «промышленная применимость» по действующему законодательству и может быть классифицирован как объект промышленной собственности «изобретение».
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОМПЕНСАЦИИ ТЕПЛОВЫХ ПОГРЕШНОСТЕЙ ТОКАРНОГО СТАНКА | 2010 |
|
RU2453400C2 |
| Способ коррекции положения резца на металлорежущем станке с ЧПУ | 2017 |
|
RU2654120C1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ | 2000 |
|
RU2190503C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СМЕЩЕНИЯ ОСИ ШПИНДЕЛЯ ТОКАРНОГО СТАНКА | 2013 |
|
RU2533404C1 |
| УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ ТЕПЛОВОГО СМЕЩЕНИЯ ОСИ ШПИНДЕЛЯ ТОКАРНОГО СТАНКА | 2002 |
|
RU2245765C2 |
| СПОСОБ НАСТРОЙКИ ПОЛОЖЕНИЯ РЕЗЦА ТОКАРНОГО СТАНКА | 2015 |
|
RU2595197C1 |
| Двухрезцовое устройство для обработки отверстий | 2022 |
|
RU2818064C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗАНИЕМ ЗЕРКАЛЬНЫХ ПОВЕРХНОСТЕЙ | 1990 |
|
RU2014964C1 |
| Двух резцовое устройство для обработки отверстий | 2023 |
|
RU2820295C1 |
| Способ обработки поверхности вращения | 1981 |
|
SU1272585A1 |
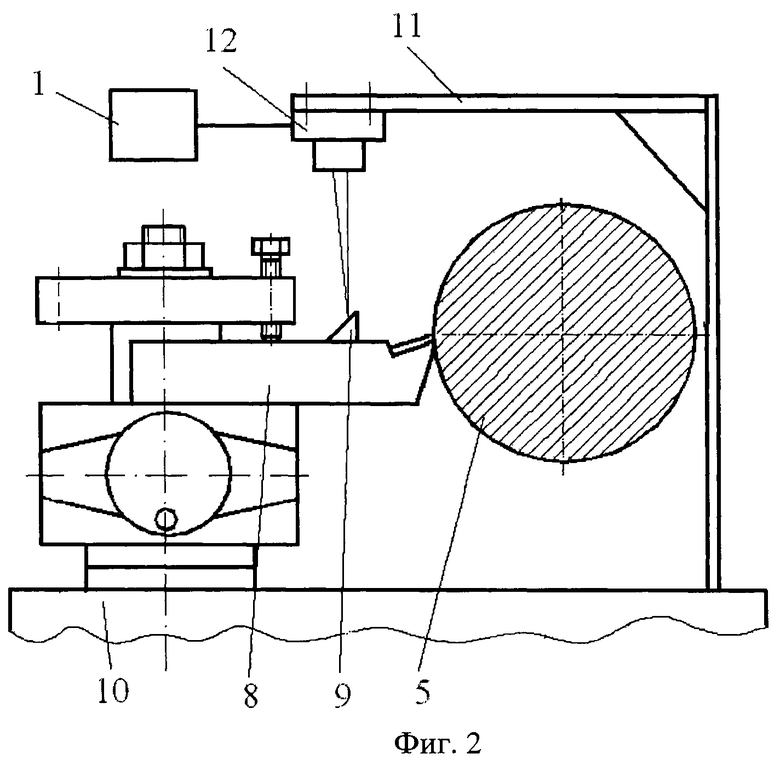
Изобретение относится к металлообрабатывающей промышленности, в частности к токарным станкам с повышенной точностью изготовления деталей. Устройство содержит систему коррекции выявленных погрешностей 1, снабженную программно-аппаратными средствами для автоматической корректировки положения резца в процессе металлообработки, шпиндель 2. На станине 3 установлен кронштейн 6, на котором смонтирован лазерный датчик 7 перемещения шпинделя 2 в горизонтальной плоскости формообразования посредством фокусировки луча непосредственно на его поверхности. Для измерения перемещения резца 8 под воздействием силовых и тепловых факторов в процессе обработки на нем закреплен отражатель 9, выполненный в виде прямоугольной призмы. На суппорте 10 закреплен кронштейн 11, на котором смонтирован лазерный датчик 12 перемещения режущей кромки резца 8. Луч датчика 12 сфокусирован на диагональной поверхности усеченной призмы отражателя 9. Обеспечивается точность обработки деталей за счет компенсации выявленных тепловых и силовых погрешностей в совокупности их воздействия корректировкой настройки станка в процессе обработки деталей. 1 з.п. ф-лы, 2 ил.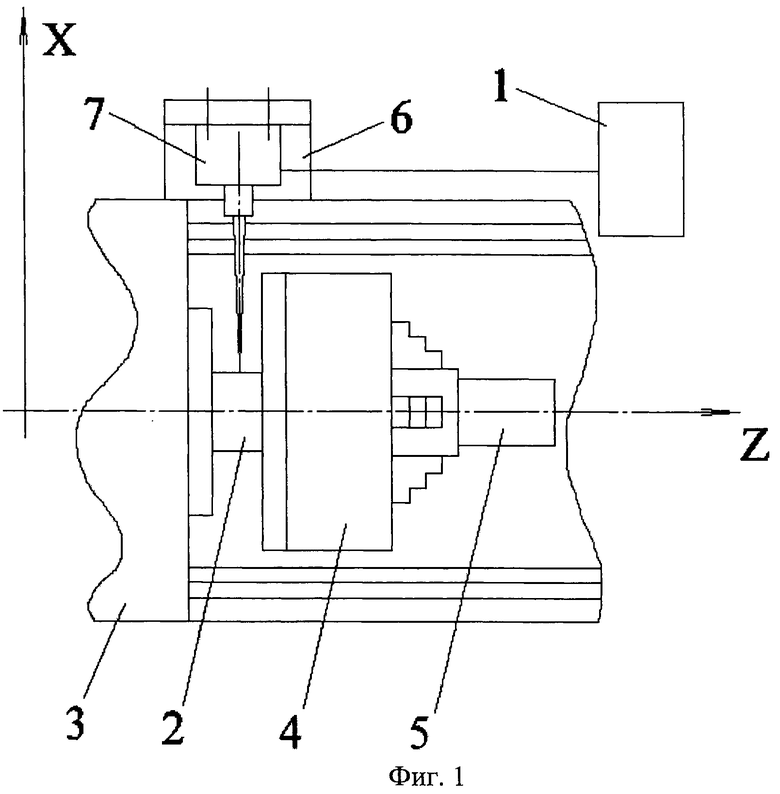
1. Устройство компенсации тепловых и силовых погрешностей токарного станка, содержащее измерительную систему в виде средств съема и передачи информации, систему обработки измерительной информации, а также систему коррекции, функционально обеспечивающую посредством программно-аппаратных средств по полученным данным корректировку настройки станка, отличающееся тем, что средства съема и передачи информации выполнены в виде двух лазерных датчиков перемещения, один из которых установлен с возможностью фокусировки луча непосредственно на поверхность шпинделя станка, а второй - на диагональную поверхность отражателя, выполненного в виде прямоугольной призмы и расположенного на державке резца в зоне металлообработки перед передней поверхностью резца.
2. Устройство по п.1, отличающееся тем, что оно выполнено с возможностью автоматической корректировки положения резца в процессе металлообработки.
| УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ ТЕПЛОВОГО СМЕЩЕНИЯ ОСИ ШПИНДЕЛЯ ТОКАРНОГО СТАНКА | 2002 |
|
RU2245765C2 |
| УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ ТЕПЛОВОГО СМЕЩЕНИЯ ОСИ ШПИНДЕЛЯ | 1994 |
|
RU2118233C1 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ НА ОБОРУДОВАНИИ С ЧПУ КАЧЕСТВА ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛИ | 2005 |
|
RU2325247C2 |
| СПОСОБ ДИАГНОСТИКИ ШПИНДЕЛЬНОГО УЗЛА | 1996 |
|
RU2124966C1 |
| WO 9922904 А2, 14.05.1999. | |||

