В Г т Ь НГШр Cisv,.-. - (54) СПОСОБ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ
мых заготовок с заданным усилием, центрирующими устройствами, приводом вращения заготовок и Сварочным оборудованием.
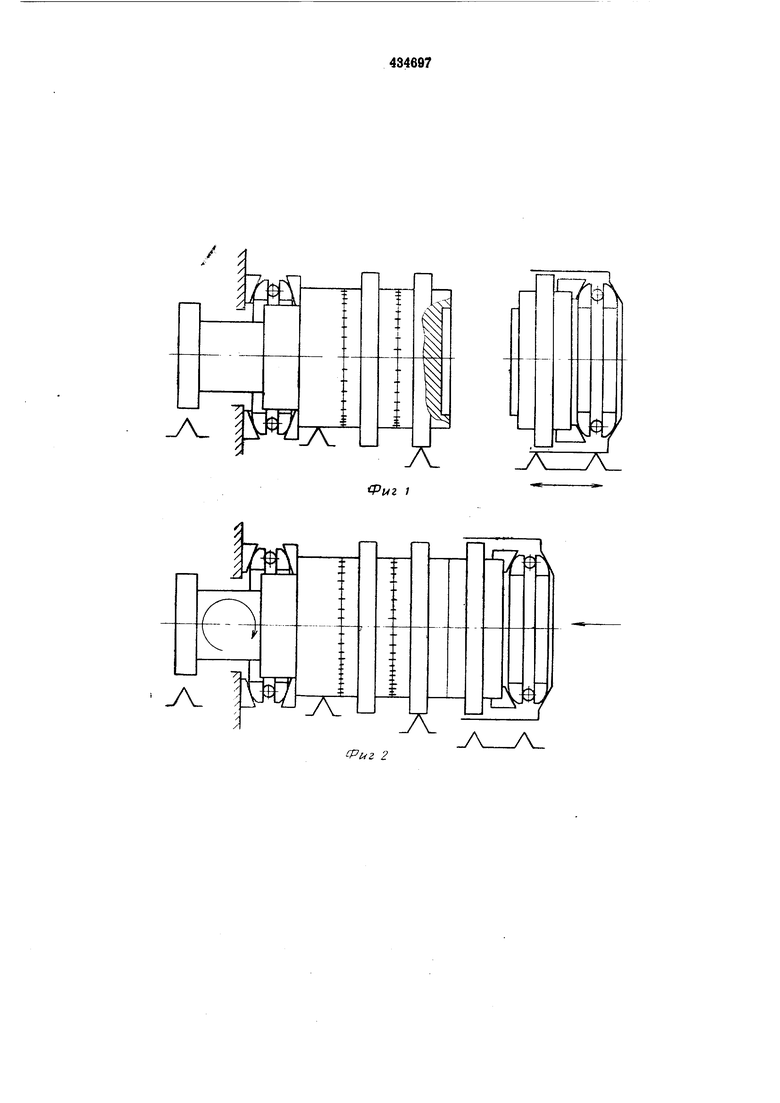
Концевую заготовку ротора (хвостовик) устанавливают на две точки неподвижной опоры стенда и фиксируют положение оси измерительными приборами. Присоединяемую заготовку размещают на подвижной опоре соосно хвостовику с возможностью самоустановки по торцу хвостовика. Определяют биения опорных торцов соединяемых заготовок и ориентируют их так, чтобы плюсовое биение одного соответствовало минусовому биению другого. Нагревают посадочное отверстие хвостовика и вводят в него до упора посадочный поясок присоединяемой заготовки. В процессе формирования посадки (охлаждения отверстия) осуществляют осевое сжатие соединяемых заготовок с усилием, необходимым для обеспечения плотного контакта по стыкуемым поверхностям.
Затем присоединенную заготовку освобождают от опоры для возможности самоустановки ее относительно хвостовика под действием внутренних напряжений, возникающих при остывании отверстия. После формирования посадки производят контроль радиального биения разделки для оаределения начальной точки сварки в месте наибольшего биения.
Сварку корневого шва производят автоматически при непрерывном вращении сжатых заготовок, осевое усилие сжатия поддерживают в процессе сварки равномерно распределенным по контактным поверхностям за счет обеспечения присоединенной заготовке возможности самоустановки при вращении. Освобождение присоединенной заготовки от опоры устраняет такж« влияние на режимы сварки возникающей при вращении заготовок разнонаправленности радиальных биений опорных цилиндрических поверхностей.
После сварки корневого шва центр внешнего торца присоединенной заготовки выводят на предварительно зафиксированную приборами ось хвостовика.
Затем цикл сборки и сварки корневого шва повторяют для каждой вновь присоединяемой заготовки.
По мере приварки заготовок опоры под сваренной частью ротора перемещают по длине так, чтобы деформация от сваренной части была минимальной.
После присоединения заготовок и сварки всех корневых щвов ротор нагревают и производят окончательную сварку основных швов. Предлагаемый способ обеспечивает высокую точность геометрических параметров сварных
роторов мощных паровых турбин. Например, для турбин мощностью 500000 квт ротор, состоящий из 11 дисков, имеющий длину 12 м и вес 200 т, изготовленный по предлагаемому способу при использовании дисков -и хвостовиков, выполненных в зоне, прилегающей к корневой части шва и внутренним полостям, из пластичного металла, имеет радиальное биение оси 0,35 мм и несоосность дисков ±0,1 мм.
Предмет изобретения
1.Способ сборки и сварки кольцевых швов крупногабаритных конструкций, преимущественно роторов турбин большой мощности из
заготовок в форме полых дисков, заключающийся в последовательном тарисоединении друг к другу заготовок, осевом сжатии собранной конструкции для обеспечения плотного контакта по стыкуемым поверхностям, а
также в сварке основных швов после снятия осевого усилия при вращении конструкции, отличающийся тем, что, с целью повышения точности геометрических параметров сваренной конструкции и качества сварных
соединений при сборке и сварке в горизонтальном положении оси конструкции, осевое усилие сжатия прикладьтают после присоединения каждой заготовки и поддерживают в процессе сварки корневого шва равномерно
распределенным по контактным поверхностям за счет обеспечения присоединенной заготовке возможности самоустановки пр.и вращении.
2.Способ по п. 1, отличающийся тем, что на каждую заготовку в зоне, прилегающей
к корневой части сварного соединения и внутренним полостям конструкции, наносят слой материала более пластичного, чем основной материал заготовки.
.А
гУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки кольцевых шве крупногабаритных конструкций | 1972 |
|
SU434698A1 |
| Стенд для сборки и сварки кольцевыхшВОВ КРупНОгАбАРиТНыХ КОНСТРуКций | 1979 |
|
SU823047A1 |
| Стенд для сборки и сварки кольцевых швов крупногабаритных конструкций | 1977 |
|
SU716762A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО РОТОРА МОЩНОГО ТУРБОГЕНЕРАТОРАПйТЕНТНО'ПХК^У^ЖгБИБЛИОТЕКА | 1971 |
|
SU301113A1 |
| Способ изготовления сварного ротора из дисков | 1980 |
|
SU870040A1 |
| СПОСОБ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1988 |
|
RU2103128C1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| Сварной ротор паровой турбины | 1977 |
|
SU634880A1 |
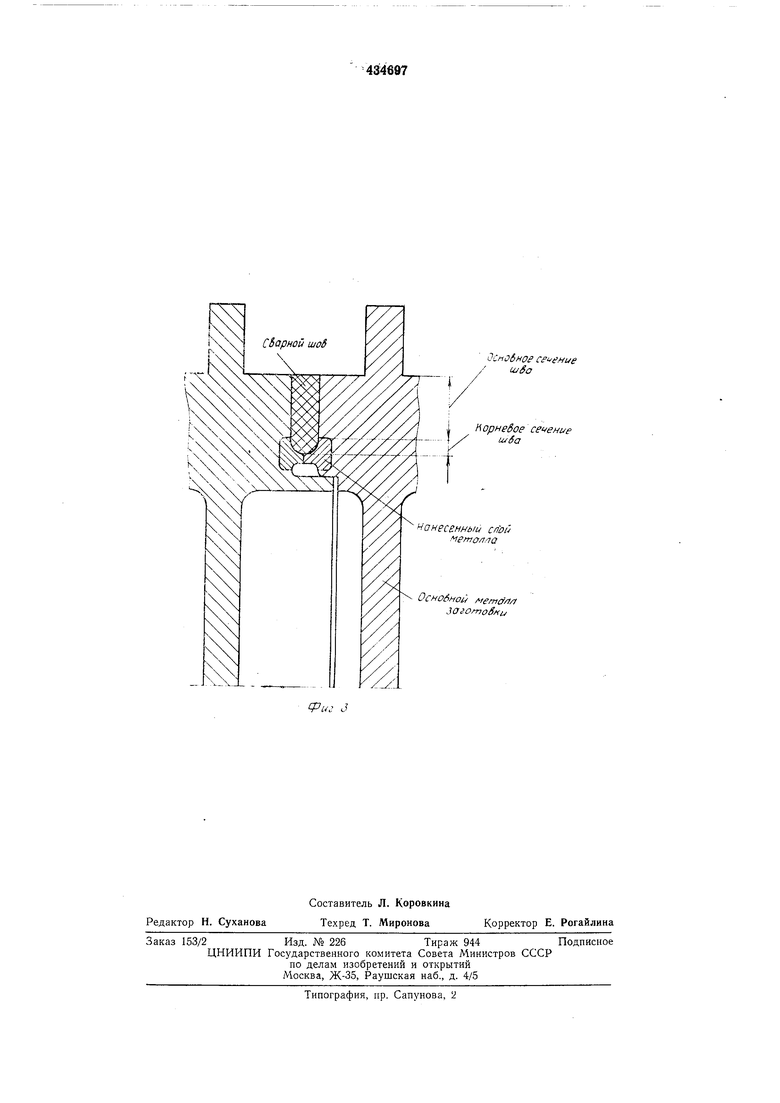
Оснобное luSo
орне6ое сечение шба
Нанескнныи cffou emo/i.ia
Оснобно Memaf /) 3aiofnoSf u
