1
Изобретение относится к металлургии, а именно к непрерывному и полунепрерывному литью металлов.
Известно устройство для непрерывного литья фасонных профилей, содержащее литейное колесо со съемным водоохлаждаемым профилированным ободом, соприкасающимся с наклонным подвижным водоохлаждаемым основанием, которое является нижней частью литейной формы (нижней полуформой), выполненной в виде бесконечной цепи, состоящей из отдельных, плотно прилегающих друг к другу пластин, привод и систему управления. На этом устройстве можно производить простые профили различных сечений: треугольник, квадрат и т. п.
Однако известное устройство имеет ряд существенных недостатков: ненадежность уплотнений в местах стыковки пластин; неточность стыковки (сдвиг и неплотности между звеньями), что приводит к образованию внешних и внутренних дефектов литого профиля; сложность изготовления, наладки и эксплуатации устройства.
Целью изобретения является расширение видов отливаемых профилей и повышение их качества и точности размеров.
Это достигается тем, что основание с установленной на нем съемной нижней полуформой выполнено с возможностью совершать
возвратно-поступательное движение; нижняя полуформа снабжена скосами-бортами (плоскими участками) вдоль осевой линии, расположенными под углом друг к другу, вдоль полуформы съемный обод литейного колеса снабжен коническими поверхностями, сопряженными с соответствующими скосами нижней полуформы. Такое усовершенствование позволяет изготовлять литые профили сложной формы, улучшить качество изделий, снизить потери металла, упростить конструкцию устройства и управление им.
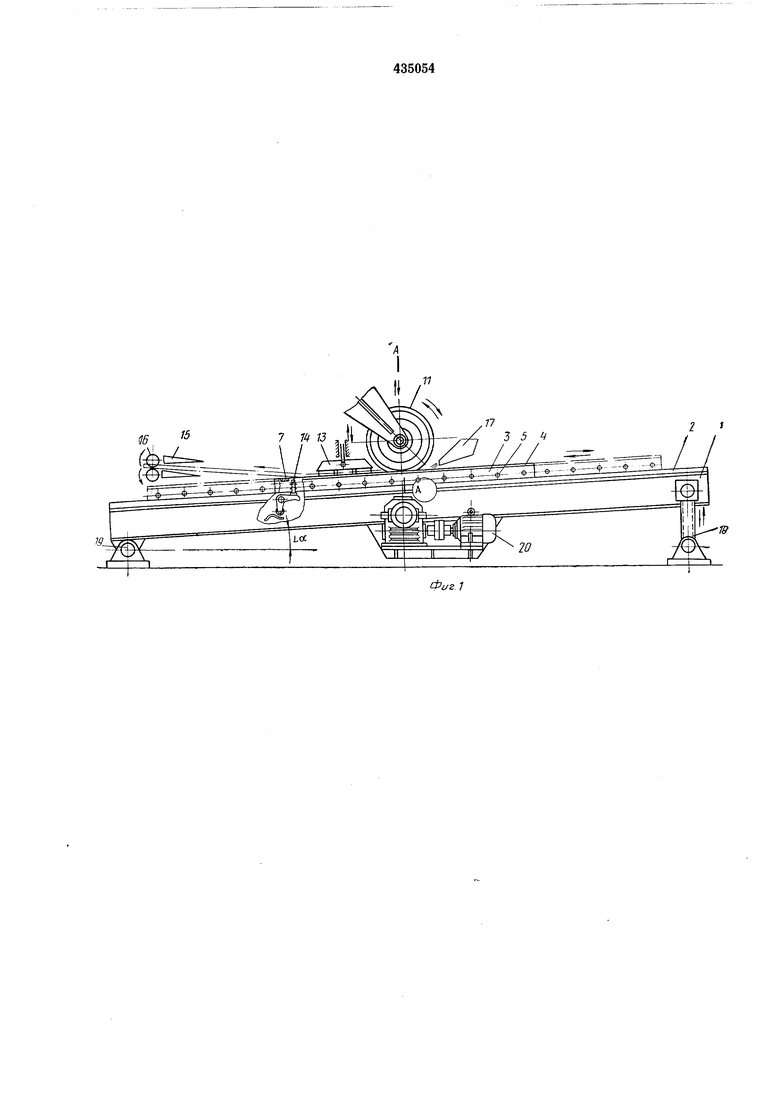
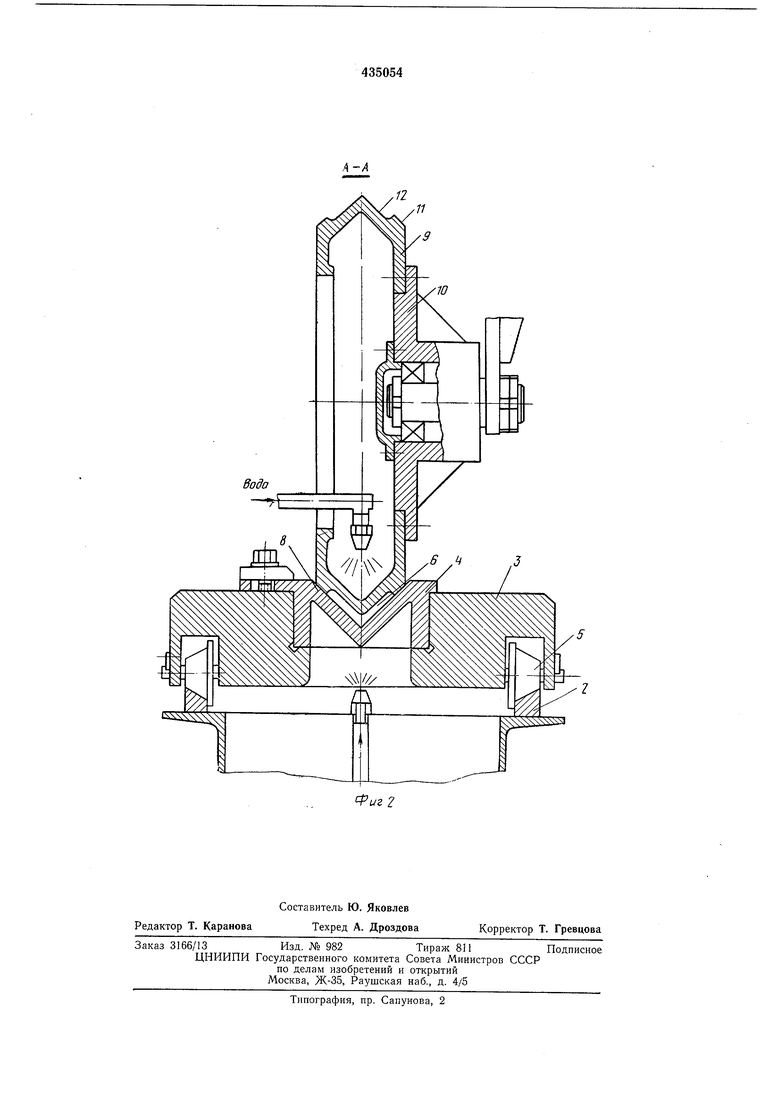
На фиг. 1 схематически изображено описываемое устройство; на фиг. 2 - разрез по
А-А на фиг. 1.
На станине 1, установленной под углом к горизонту и снабженной направляющими 2, смонтировано подвижное основание 3, совершаюшее возвратно-поступательное движение.
Подвижное основание выполнено в виде плиты с проемом вдоль ее оси для размещения нижней полуформы 3. Плита снабжена роликами 5, с помощью которых осуществляется ее перемещение по направляющим 2. Полуформа 4 снабжена профилированным пазом
6,соответствующим нижней части отливаемого профиля, ограничительными вставками
7,выполненными по форме отливаемого профиля и расположенными в начале и конце
полуформы 4, и плоскими скосами 8 вдоль
бортов, расположенными под углом друг к другу, преимущественно под углом 90°. Нижняя полуформа 4 находится во фрикционном зацеплении со съемным ободом 9 литейного колеса 10, благодаря сопряжению конических поверхностей 11 обод с плоскими скосами 8 полуформы. Обод снабжен кольцевой профилированной канавкой 12, по форме (в сечении), соответствующей верхней части отливаемого профиля. За литейным колесом по ходу движения полуформы над ней установлен блок профилированных роликов 13, выполняющих роль системы вторичного охлаждения. В передней части полуформы на расчетном расстоянии от передней ограничительной вставки 7 установлен выталкивающий механизм 14. Над передним концом станины 1 установлены направляющее устройство 15 и тянущие профилированные валки 16. Перед литейным колесом над полуформой установлен подвижной футерованный лоток 17, служащий для подачи расплавленного металла. Устройство снабжено дорном, служащим для литья полых изделий. Дорн может быть подвижным, неподвижным, вибрирующим.
Станина 1 для изменения угла наклона к горизонту установлена на щарнирных опорах 18 и 19, позволяющих регулировать ее положение. Для придания возвратно-поступательного движения основанию и литейному колесу установлен привод 20.
Устройство работает следующим образом. Нодвижное основание 3 с установленной на нем нижней полуформой 4 отводится при помощи привода 20 в положение, чтобы передняя ограничительная вставка 7 находилась под съемным ободом 9 литейного колеса, перекрывая зазор, образованный ободом и полуформой. Регулируемая струя расплавленного металла из лотка 17 поступает в профилированный паз 6, застывает, образуя корку металла при синхронном вращении колеса 10 и полуформы 4, избыток жидкого металла выжимается из зазора, а затвердевщий металл образует заданный профиль. Вышедший из под обода 9 литейного колеса, оформировавщийся, но не остывший профиль проходит под блоком 13, остывая до заданной температуры. При дальнейшем перемещении полуформы 4 на заданном расстоянии до конца рабочего хода срабатывает выталкивающий механизм 14, приподнимая передний конец профиля и направляя его в направляющие 15 и тяпущие валки 16. При возвращении подвижного основания 3 в исходное положение осуществляются подготовительные операции - зачистка элементов формы и нанесение на формующие поверхности тонкого слоя защитнего покрытия. Скорость возвращения нижней полуформы в исходное положение может быть большей, чем скорость рабочего хода. В дальнейшем цикл повторяется. С переходом от одного профиля к другому
заменяют съемные элементы.
Устройство, позволяет изготовлять разные профили одновременно (при установлении нескольких пар колесо - нижняя полуформа).
Предмет изобретения
1.Устройство для полунепрерывного литья фасонных профилей заданной длины, включающее литейное колесо со съемным охлаждаемым ободом и нижнюю охлаждаемую полуформу, образующую совместно с ободом в сечении форму отливаемого профиля и закрепленную на подвижном основании, установлен.ном на станине, которая имеет приспособление для изменения угла наклона ее к горизонту, привод подвижного основания, выталкивающий механизм, тянущие валки, профилированные ролики дополнительного охлаждения, отличающееся тем, что, с целью расширения вида отливаемых профилей, повышения их качества и точности размеров, основание выполнено с возможностью совершать возвратно-поступательные перемещения,
съемная нижняя полуформа снабжена прямолинейпыми скосами-бортами, расположенными под углом друг к другу вдоль полуформы, а съемный обод литейного колеса снабжен коническими поверхностями, входящими в
скосы.
2.Устройство по п. 1, отличающееся тем, что, с целью предупреждения выливания жидкого металла, нижняя полуформа снабжена ограничительными перегородками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полунепрерывного литья фасонных профилей | 1975 |
|
SU551107A2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2009 |
|
RU2504470C2 |
| Пресс-форма для литья под давлением | 1979 |
|
SU778925A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2009 |
|
RU2507067C2 |
| Пресс-форма для литья под давлением отливок, армированных трубками | 1987 |
|
SU1480961A1 |
| МЕХАНИЗМ КАНТОВКИ ПОДАЮЩЕГО АППАРАТА ПИЛИГРИМОВОГО СТАНА | 1971 |
|
SU314567A1 |
| ФОРМОВОЧНАЯ СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА НА ОСНОВЕ КАРТОНА | 2009 |
|
RU2497678C2 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ УСИЛИЙ, ВОЗНИКАЮЩИХ В ЛИТЕЙНОЙ ФОРМЕ ПРИ ЗАЛИВКЕ И КРИСТАЛЛИЗАЦИИ | 1973 |
|
SU379834A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU358061A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |