этом на торце подпружиненной ограничительной штанги выполнен продольный паз для прохода стержневых фиксаторов. Обеспечивается надежная фиксация вставки 14
с армирующей трубкой 13 в подвижной полуформе 2 при раскрытии формы и тем самым извлечение отливки из неподвижной полуформы. 5 ил.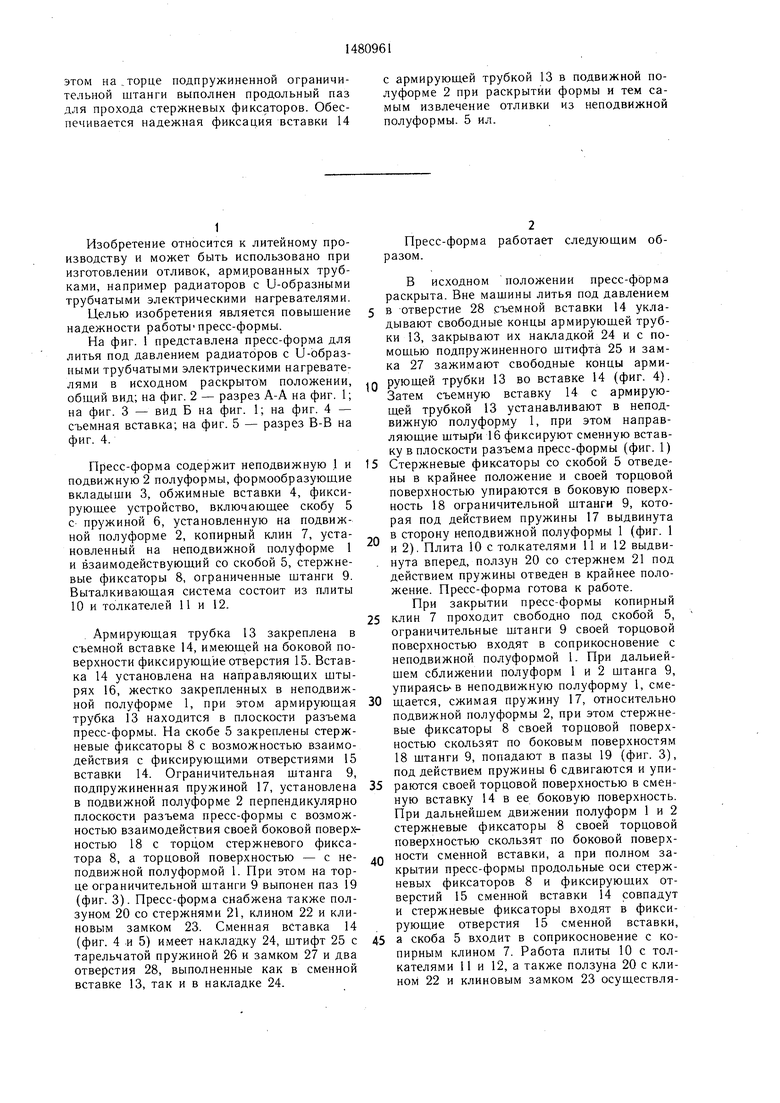
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1985 |
|
SU1340894A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU704718A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1503990A1 |
| Универсальный блок для сменных пакетов литья под давлением | 1987 |
|
SU1593779A1 |
| Пресс-форма для литья по выжигаемым или выплавляемым моделям | 1978 |
|
SU764844A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ОТЛИВОК С ПОДНУТРЕНИЯМИ | 1992 |
|
RU2043852C1 |
| Пресс-форма для изготовления моделей | 1978 |
|
SU787139A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1068221A1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2012434C1 |
| Прессформа для литья под давлением | 1974 |
|
SU486862A1 |
Изобретение относится к литейному производству. Целью изобретения является повышение надежности работы пресс-формы. Пресс-форма снабжена стержневыми фиксаторами 8, закрепленными посредством подпружиненной скобы 5 в подвижной полуформе 2 параллельно плоскости разъема пресс-формы с возможностью взаимодействия с фиксирующими отверстиями 15, выполненными на боковой поверхности съемной вставки 14, копирным клином 7, закрепленным на неподвижной полуформе 1 и взаимодействующим с подпружиненной скобой 5, и подпружиненной ограничительной штангой 9, установленной в подвижной полуформе с возможностью перемещения перпендикулярно плоскости разъема пресс-формы и взаимодействующей боковой поверхностью 18 с торцами стержневых фиксаторов 8, а торцовой - с неподвижной полуформой, при этом на торце подпружиненной ограничительной штанги выполнен продольный паз для прохода стержневых фиксаторов. Обеспечиваются надежная фиксация вставки 14 с армирующей трубкой 13 в подвижной полуформе 2 при раскрытии формы и тем самым извлечение отливки из неподвижной полуформы. 5 ил.
1
Изобретение относится к литейному производству и может быть использовано при изготовлении отливок, армированных трубками, например радиаторов с U-образными трубчатыми электрическими нагревателями.
Целью изобретения является повышение надежности работы-пресс-формы.
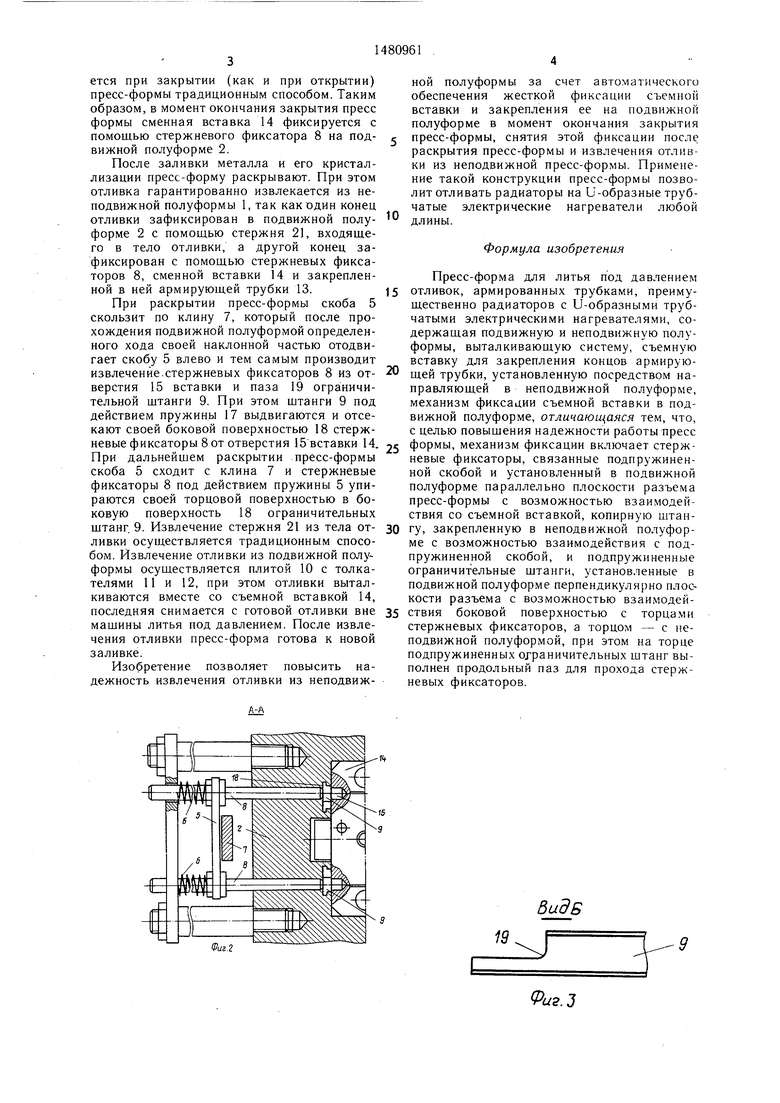
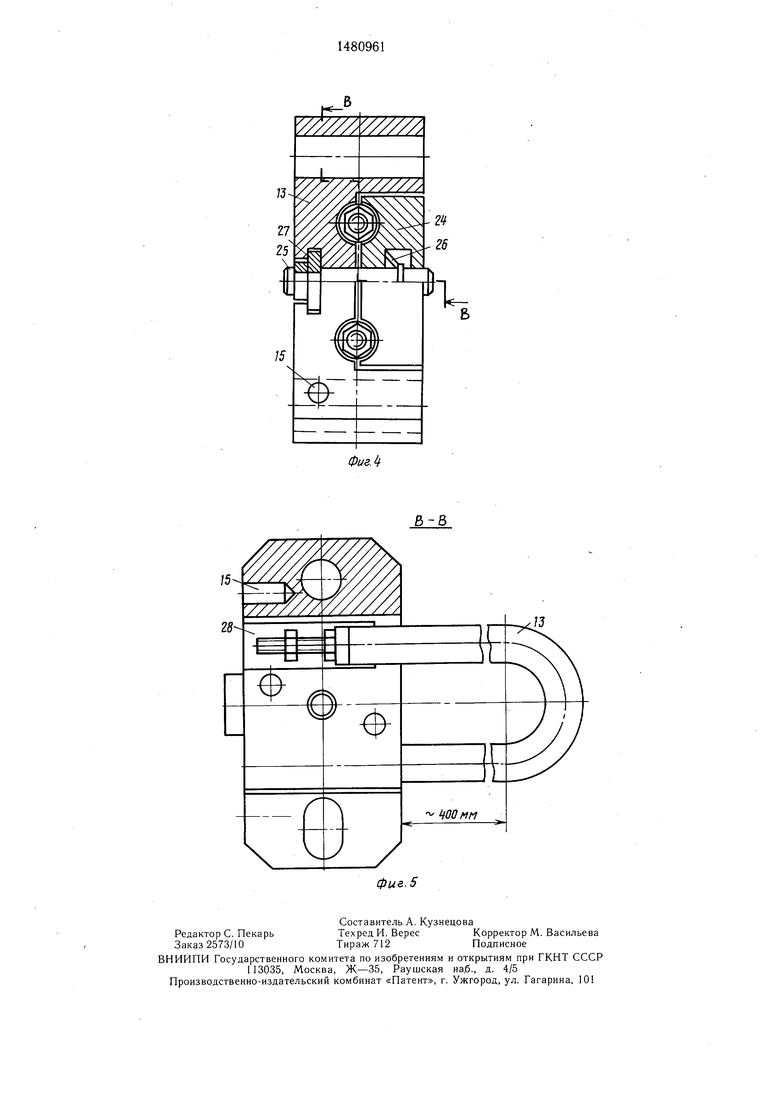
На фиг. 1 представлена пресс-форма для литья под давлением радиаторов с U-образными трубчатыми электрическими нагревателями в исходном раскрытом положении, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - съемная вставка; на фиг. 5 - разрез В-В на фиг. 4.
Пресс-форма содержит неподвижную 1 и подвижную 2 полуформы, формообразующие вкладыши 3, обжимные вставки 4, фиксирующее устройство, включающее скобу 5 с пружиной 6, установленную на подвижной полуформе 2, копирный клин 7, установленный на неподвижной полуформе 1 и взаимодействующий со скобой 5, стержневые фиксаторы 8, ограниченные штанги 9. Выталкивающая система состоит из плиты 10 и толкателей 11 и 12.
Армирующая трубка 13 закреплена в съемной вставке 14, имеющей на боковой поверхности фиксирующие отверстия 15. Вставка 14 установлена на направляющих штырях 16, жестко закрепленных в неподвижной полуформе 1, при этом армирующая трубка 13 находится в плоскости разъема пресс-формы. На скобе 5 закреплены стержневые фиксаторы 8 с возможностью взаимодействия с фиксирующими отверстиями 15 вставки 14. Ограничительная штанга 9, подпружиненная пружиной 17, установлена в подвижной полуформе 2 перпендикулярно плоскости разъема пресс-формы с возможностью взаимодействия своей боковой поверхностью 18 с торцом стержневого фиксатора 8, а торцовой поверхностью - с неподвижной полуформой 1. При этом на торце ограничительной штанги 9 выпонен паз 19 (фиг. 3). Пресс-форма снабжена также ползуном 20 со стержнями 21, клином 22 и клиновым замком 23. Сменная вставка 14 (фиг. 4 и 5) имеет накладку 24, штифт 25 с тарельчатой пружиной 26 и замком 27 и два отверстия 28, выполненные как в сменной вставке 13, так и в накладке 24.
Пресс-форма работает следующим образом.
В исходном положении пресс-форма раскрыта. Вне машины литья под давлением
в отверстие 28 съемной вставки 14 укладывают свободные концы армирующей трубки 13, закрывают их накладкой 24 и с помощью подпружиненного штифта 25 и замка 27 зажимают свободные концы армиQ рующей трубки 13 во вставке 14 (фиг. 4). Затем съемную вставку 14 с армирующей трубкой 13 устанавливают в неподвижную полуформу 1, при этом направляющие штыр и 16 фиксируют сменную вставку в плоскости разъема пресс-формы (фиг. 1)
5 Стержневые фиксаторы со скобой 5 отведены в крайнее положение и своей торцовой поверхностью упираются в боковую поверхность 18 ограничительной штанги 9, которая под действием пружины 17 выдвинута
- в сторону неподвижной полуформы 1 (фиг. 1 и 2) Плита 10 с толкателями И и 12 выдвинута вперед, ползун 20 со стержнем 21 под действием пружины отведен в крайнее положение. Пресс-форма готова к работе.
При закрытии пресс-формы копирный
5 клин 7 проходит свободно под скобой 5, ограничительные штанги 9 своей торцовой поверхностью входят в соприкосновение с неподвижной полуформой 1. При дальнейшем сближении полуформ 1 и 2 штанга 9, упираясь в неподвижную полуформу 1, сме0 щается, сжимая пружину 17, относительно подвижной полуформы 2, при этом стержневые фиксаторы 8 своей торцовой поверхностью скользят по боковым поверхностям 18 штанги 9, попадают в пазы 19 (фиг. 3), под действием пружины 6 сдвигаются и упи5 раются своей торцовой поверхностью в сменную вставку 14 в ее боковую поверхность. При дальнейшем движении полуформ 1 и 2 стержневые фиксаторы 8 своей торцовой поверхностью скользят по боковой поверхQ ности сменной вставки, а при полном закрытии пресс-формы продольные оси стержневых фиксаторов 8 и фиксирующих отверстий 15 сменной вставки 14 совпадут и стержневые фиксаторы входят в фиксирующие отверстия 15 сменной вставки,
5 а скоба 5 входит в соприкосновение с ко- пирным клином 7. Работа плиты 10 с толкателями И и 12, а также ползуна 20 с клином 22 и клиновым замком 23 осуществляется при закрытии (как и при открытии) пресс-формы традиционным способом. Таким образом, в момент окончания закрытия пресс формы сменная вставка 14 фиксируется с помощью стержневого фиксатора 8 на подвижной полуформе 2.
После заливки металла и его кристаллизации пресс-форму раскрывают. При этом отливка гарантированно извлекается из неподвижной полуформы 1, так как один конец отливки зафиксирован в подвижной полуформе 2 с помощью стержня 21, входящего в тело отливки, а другой конец зафиксирован с помощью стержневых фиксаторов 8, сменной вставки 14 и закрепленной в ней армирующей трубки 13.
При раскрытии пресс-формы скоба 5 скользит по клину 7, который после прохождения подвижной полуформой определенного хода своей наклонной частью отодвигает скобу 5 влево и тем самым производит извлечение.стержневых фиксаторов 8 из отверстия 15 вставки и паза 19 ограничительной штанги 9. При этом штанги 9 под действием пружины 17 выдвигаются и отсекают своей боковой поверхностью 18 стерж10
15
20
ной полуформы за счет автоматического обеспечения жесткой фиксации съемной вставки и закрепления ее на подвижной полуформе в момент окончания закрытия пресс-формы, снятия этой фиксации после раскрытия пресс-формы и извлечения отливки из неподвижной пресс-формы. Применение такой конструкции пресс-формы позволит отливать радиаторы на U-образные трубчатые электрические нагревателя любой длины.
Формула изобретения
Пресс-форма для литья под давлением отливок, армированных трубками, преимущественно радиаторов с U-образными трубчатыми электрическими нагревателями, содержащая подвижную и неподвижную полуформы, выталкивающую систему, съемную вставку для закрепления концов армирующей трубки, установленную посредством направляющей в неподвижной полуформе, механизм фиксации съемной вставки в подвижной полуформе, отличающаяся тем, что, с целью повышения надежности работы пресс
д HJ | L,tSUCH ) i .rt.iiwv, i .i. , -i.
невые фиксаторы 8 от отверстия 15 вставки 14. 25 формы, механизм фиксации включает стерж- При дальнейшем раскрытии пресс-формы невые фиксаторы, связанные подпружинен- скоба 5 сходит с клина 7 и стержневые фиксаторы 8 под действием пружины 5 упираются своей торцовой поверхностью в боковую поверхность 18 ограничительных
штанг. 9. Извлечение стержня 21 из тела отливки осуществляется традиционным способом. Извлечение отливки из подвижной полуформы осуществляется плитой 10 с толкателями 11 и 12, при этом отливки выталкиваются вместе со съемной вставкой 14, последняя снимается с готовой отливки вне машины литья под давлением. После извлечения отливки пресс-форма готова к новой
заливке.
Изобретение позволяет повысить надежность извлечения отливки из неподвиж35
ной скобой и установленный в подвижной полуформе параллельно плоскости разъема пресс-формы с возможностью взаимодействия со съемной вставкой, копирную штангу, закрепленную в неподвижной полуформе с возможностью взаимодействия с подпружиненной скобой, и подпружиненные ограничительные штанги, установленные в подвижной полуформе перпендикулярно плоскости разъема с возможностью взаимодействия боковой поверхностью с торцами стержневых фиксаторов, а торцом - с неподвижной полуформой, при этом на торце подпружиненных ограничительных штанг выполнен продольный паз для прохода стержневых фиксаторов.
Фаг 2
0
5
0
ной полуформы за счет автоматического обеспечения жесткой фиксации съемной вставки и закрепления ее на подвижной полуформе в момент окончания закрытия пресс-формы, снятия этой фиксации после раскрытия пресс-формы и извлечения отливки из неподвижной пресс-формы. Применение такой конструкции пресс-формы позволит отливать радиаторы на U-образные трубчатые электрические нагревателя любой длины.
Формула изобретения
Пресс-форма для литья под давлением отливок, армированных трубками, преимущественно радиаторов с U-образными трубчатыми электрическими нагревателями, содержащая подвижную и неподвижную полуформы, выталкивающую систему, съемную вставку для закрепления концов армирующей трубки, установленную посредством направляющей в неподвижной полуформе, механизм фиксации съемной вставки в подвижной полуформе, отличающаяся тем, что, с целью повышения надежности работы пресс
, -i.
5 формы, механизм фиксации включает стерж- невые фиксаторы, связанные подпружинен-
5 формы, механизм фиксации включает стерж- невые фиксаторы, связанные подпружинен-
5
ной скобой и установленный в подвижной полуформе параллельно плоскости разъема пресс-формы с возможностью взаимодействия со съемной вставкой, копирную штангу, закрепленную в неподвижной полуформе с возможностью взаимодействия с подпружиненной скобой, и подпружиненные ограничительные штанги, установленные в подвижной полуформе перпендикулярно плоскости разъема с возможностью взаимодействия боковой поверхностью с торцами стержневых фиксаторов, а торцом - с неподвижной полуформой, при этом на торце подпружиненных ограничительных штанг выполнен продольный паз для прохода стержневых фиксаторов.
Виде
f
Фиг.З
Редактор С. Пекарь Заказ 2573/10
Составитель А. Кузнецова
Техред И. ВересКорректор М. Васильева
Тираж 712Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская на,б., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
В-В
Фиг. 5
| Прессформа для литья под давлением отливок, армированных трубками | 1976 |
|
SU582901A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU704718A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
