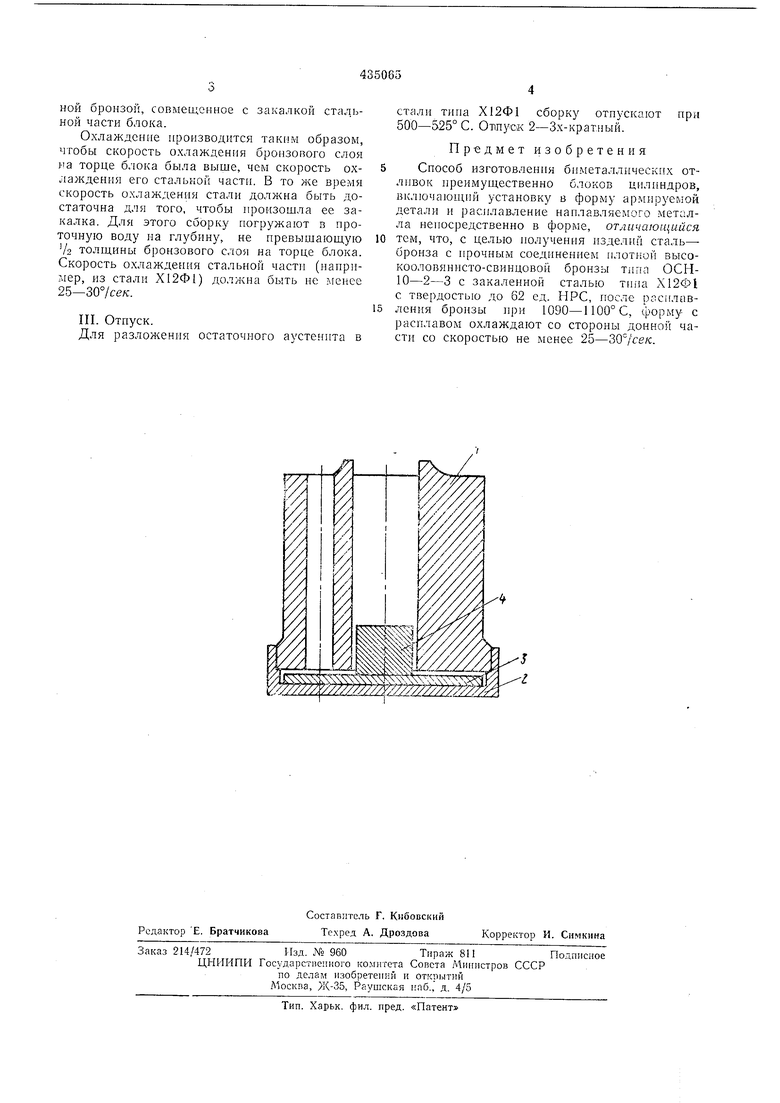
Изобретение относится к области литейного производства, в частности к изготовлеН1НО биметаллических отливок. Известен способ получения биметаллических отливок нанлавкой, нри котором термическая обработка - закалка производится .раздельно с наплаакой. Однако этим способом практически невозможно получить детали диаметром более 100 мм без треш,ин в бронзовом слое. Закалка биметалла (сталь - высокооловянистосв щовая бронза) вызывает большие трудности, так как, во-первых, температура появления жидкой фазы, наиример, в бронзе ОСН 10-2-3 низка; во-вторых, возможно образование треш,ин в бронзовом слое из-за больших напряжений, возникаюш,их в нем при закалке. Ироведенные исследования показали, что треш,ины возникают главным образом в период оллаждеппя закристаллизовавшейся броизы. Целью изобретения является получение изделий сталь - бронза с качественной и плотной ВЫСОКООЛОВЯН,ИСТО-СВИ Щ01ВОЙ 6ipOHзой марки типа ОСН 10-2-3 на закаленной стали типа Х12Ф1 с твердостью до 62 ед. НРС. Для этого предложено после расплавления бронзы при температуре 1090-1100°С форму с расплавом охлаждать со стороны донной части со скоростью не менее 25- 30°/сек. Изготовление биметаллических отливок, в частности блоков с основой у стали Х12Ф1, состоит из следующих операций: I. Наплавка бронзы на сталь. Схема /сборки блоков для inainлавки приведена на чертеже. Блок 1 помеш.ают в стальную (ст. 08, 10) штамнованную чашку 2, в которую предварительно закладывается диск из бронзы ОСН 10-2-3 (3), для иитания зеркала 3 при кристаллизации бронзы в центральное отверстие закладывается прибыль 4. Толшина бронзы на торце фиксируется уступом в чашке. Все детали перед сборкой должны быть тщательно очищены от жировых и грязевых пятен; бронзу и сталь открытой выплавкк предпочтительнее вакуумировать для удаления растворенных газов. Соединяемые поверхности бронзы п стали покрываются тонким слоем спнртовой суспензии (1 ; 1,5) флюса 200 (0,008-0,01 г/см). Подготовленная сборка помещается в печь с защптной атмосферой, вначале на подогрев (температура 800- 850° С), затем в зону с рабочей температурой 1100± 10° С; выдержка задается в соответствпи с размерами наплавляемых деталей. П. Охлаждение биметалла с расплавленНОИ бронзой, совмещенное с закалкой стальной части блока.
Охлажденне нроизводится таким образом, чтобы скорость охлаждения бронзового слоя яа торце блока была выше, чем скорость охлаждения его стальной части. В то же время скорость охлаждения стали должна быть достаточна для того, чтобы произошла ее закалка. Для этого сборку погружают з проточную воду на глубину, не превышающую Va толщины бронзового слоя на торце блока. Скорость охлаждения стальной части (наириj.iep, из стали Х12Ф1) долясиа быть не менее 25-307се/с.
III. Отпуск.
Для разложения остаточного аустеипта в
стали типа Х12Ф1 сборку отпускают при 500-525° С. Отауск 2-Зх-крат.ный.
Предмет изобретения
Способ изготовления биметаллических отливок преимущественно блоков цилиндров, включаюиип1| установку в форму армируемой детали и расплавление наплавляемого металла непосредственно в форме, отличающийся тем, что, с целью получения изделий сталь- бронза с ирочным соединением плотной высокооловянисто-свинцовой бронзы типа ОСН10-2-3 с закаленной сталью тя.па Х12Ф1 с твердостью до 62 ед. НРС, после расплавления бронзы при 1090-1100° С, (рорыу с расплавом охлаждают со стороны донной части со скоростью не менее 25-ЗО /сек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2292985C2 |
| Способ наплавки | 1990 |
|
SU1773621A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2272696C1 |
| Способ наплавки медного сплава на стальную деталь | 2022 |
|
RU2781867C1 |
| Способ изготовления биметаллических отливок "сталь-бронза | 1977 |
|
SU745592A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛА ДЛЯ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2003 |
|
RU2244612C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОТЛИВОК | 2004 |
|
RU2267378C1 |
| Способ изготовления биметаллических деталей системы сталь-бронза | 2020 |
|
RU2758696C1 |
| Способ изготовления биметаллических деталей | 1989 |
|
SU1704988A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 2005 |
|
RU2288070C1 |
