1
Изобретение относится к области машиностроения и может быть использовано при механической обработке резанием.
Известны станки для нарезания резьб метчиком, выполненные в виде станины-резервуара, заполненной жидкостью, в которую помещен поплавок, несущий шпиндельный блок. Метчик врезается при подаче вручную, затем нарезание ведется самозатягиванием.
Известные станки обладают следующими недостатками.
Ручная подача не обеспечивает достаточного равенста скорости подачи и ввинчивания, что часто приводит к поломке витков заборной части метчика при входе в отверстие или к деформации первого витка резьбы при выводе метчика из отверстия.
Не обеспечивается равномерность увеличения осевого усилия от нуля до максимума на участке врезания заборной части метчика.
В процессе самозатягивания все осевое усилие резания замыкается на калибрующих витках, что приводит к деформации витков резьбы, особенно в пакетах с пластичными материалами.
С целью повышения точности нарезания резьб за счет регулирования осевого усилия в предлагаемом станке полый поплавок выполнен сообщающимся через трубопровод с золотником, на входе и выходе которого установлены
2
регулируемые дроссели, а на отводящей ветви трубопровода перед золотником установлены регулируемый дроссель и клапан, дополнительно стравливающий давление из полости
поплавка, причем золотник и клапан связаны
и срабатывают от путевых переключателей
при поступательном движении шпиндельного
блока.
Кроме того, в предлагаемом станке полость
поплавка выполнена сообщающейся через донную часть с жидкостью в резервуаре, например, через отверстие.
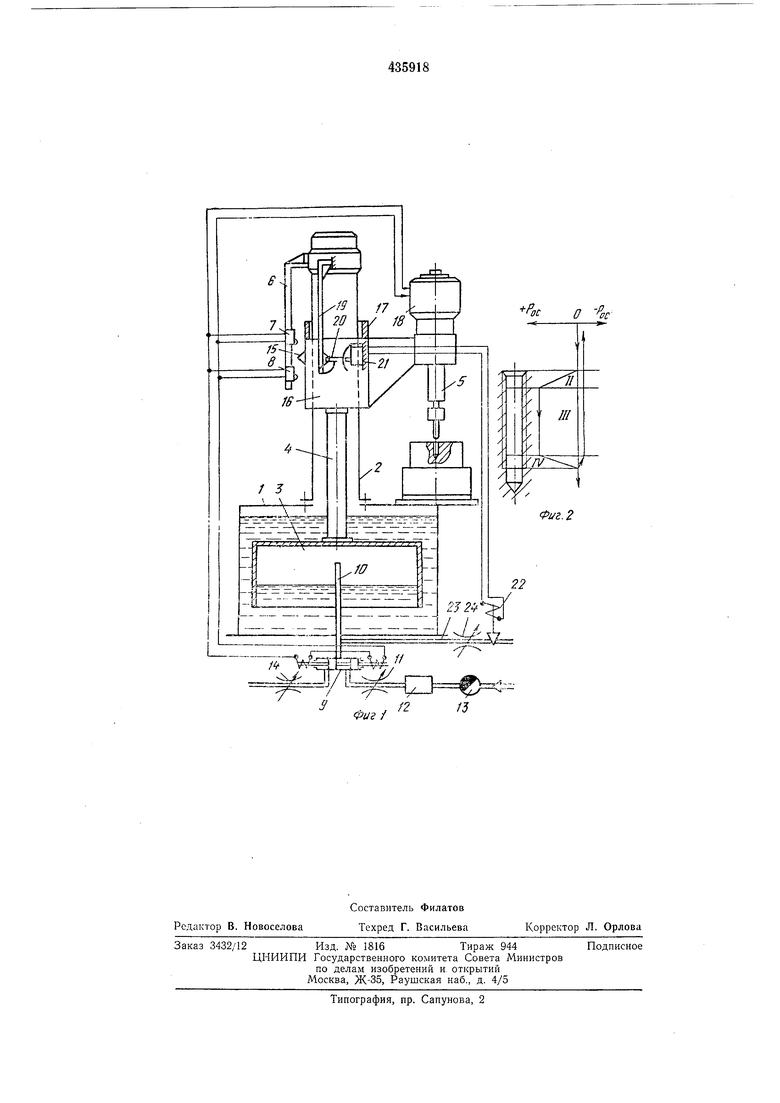
На фиг. 1 представлена Кинематическая схема предлагаемого станка для нарезания
резьб метчиком; на фиг. 2 показано изменение осевого усилия на метчике во время нарезания резьбы.
Станок имеет резервуар 1 с жидкостью и колонку 2. В резервуаре помещен поплавок 3.
Конструкция полого поплавка может быть трех видов: жесткой, с полостью, связанной с жидкостью резервуара через донную часть, тогда в полость подается среда, более легкая, чем жидкость в резервуаре;
жесткой, с полостью, связанной с атмосферой, тогда полость заполняется средой, более тяжелой, чем жидкость в резервуаре;
мягкой, герметичной, тогда полость заполняется средой;
более легкой, чем жидкость в резервуаре
Изменяя одним из способов подъемную силу поплавка, получая ее положительной или отрицательной, достигают определенной осевой силы на метчике в процессе нарезания. Таким образом, в конструкциях первого, третьего вида осевая рила врезания создается весом подвижных частей шпиндельного блока, в конструкции второго вида - за счет веса тяжелой среды.
Стойка 4 связывает поплавок со шпинделем 5. На кронштейне 6 установлены путевые переключатели 7 и 8 крайних положений, связанные с электропневмозолотником 9, имеющим трубку 10. На входе золотника установлен регулируемый дроссель И, редуктор 12 и кран 13, на выходе - регулируемый дроссель 14. Переключатели 7 и 8 срабатывают от кулачка 15. На кронштейне 16 установлен груз 17 и привод 18.
На колонке 2 установлен второй кронштейн 19 -с поводком 20, который может свободно поворачиваться вверх и ограничен снизу. На кронштейне 16 установлен нажимной выключатель 21, управляющий клапаном 22, который установлен на трубке 23 с регулируемым дросселем 24.
Перед началом работы проводят настройку станка.
Изменением груза 17 устанавливают вес подвижных частей, равный максимальной осевой силе для данного метчика. Вес замеряют динамометром ври левом положении штока золотника, когда полость поплавка соединена с атмосферой и его подъемная сила равна нулю.
Дросселем 14 регулируют скорость подачи шпиндельного узла (шпиндель 5, кронштейн 16), которая должна быть в момент входа метчика в отверстие равна или незначительно превышать скорость ввинчивания. Аналогично дросселем 11 регулируют скорость подъема, которая должна быть равна или незначительно превышать скорость вывинчивания. Для определения скорости используют электр о секунд о мер, подсоединенный параллельно переключателям 7 и 8.
При открытом клапане 22 и травлении через дроссель 14 устанавливают сопротивление дросселя 24 такое, чтобы за время врезания заборной части метчика в отверстие давление в полости поплавка выравнивалось с атмосферным, при этом вес массы подвижных частей шпиндельного узла будет эквивалентен осевой силе, необходимой для работы метчика.
При включении переключателя 7 (фиг. 1) начинает вращаться привод 18, одновременно срабатывает электропневмозолотник 9 в левое крайнее положение, воздух из полости поплавка 3 через трубку 10 и дроссель 14 устремляется в атмосферу, и кронштейн 16
со шпинделем 5 начинает двигаться вниз со скоростью, равной скорости ввинчивания, что предохраняет от удара первую кромку метчика.
В момент резания метчика поводком 20 включается дополнительно нажимной выключатель 21, Который остается включенным, пока заборная часть метчика врежется полностью. За это время работающий от него к;ла
пан 22 стравливает все давление из полости поплавка, при этом вес подвижных частей обеспечивает возрастание осевого усилия до расчетной величины. Инструмент подводят при РОС О (зона I не показана);
зона II -момент возрастания осевого усилия до расчетной величины, которая остается постоянной; зона 1П - основная длина резьбы; зона IV - момент реверсирования и изменения осевого усилия.
После срабатывания переключателя 8 происходит реверсирование привода 18, а электропневмозолотник 9 включается вправо, при этом воздух через кран 13, редуктор 12, дроссель 11 и трубку 10 устремляется в полость
поплавка 3, подъемная сила его возрастает, компенсирует вес подвижных частей, снимая осевое усилие на метчике, а при незначительном превышении создается отрицательное осевое усилие, необходимое для сохранения последней нитки резьбы от завальцовывания.
При прохождении вверх выключателя 21 поводок 20 свободно откидывается, не нажимая на выключатель. Далее при включении переключателя 7 процесс повторяется вновь.
При автоматизации в зоне происходит поворот детали в новое положение (на схеме не показано).
П р .8 д м е Т изобретения
1.Станок для нарезания резьб метчиком, выполненный в виде станины-резервуара, заполненной жидкостью, в которую помещен поплавок, несущий шпиндельный блок, отличающийся тем, что, с целью повышения точности нарезания резьб за счет регулирования осевого усилия, полый поплавок выполнен сообщающимся через трубопровод с золотником, на входе и выходе которого установлены
регулируемые дроссели, а на отводящей ветви трубопровода перед золотником установлены регулируемый дроссель и клапан, дополнительно стравливающий давление из полости поплавка, причем золотник и клапан связаны
и срабатывают от путевых переключателей при поступательном движении шпиндельного блока.
2.Станок по п. 1, отличающийся тем, что полость поплавка выполнена сообщающейся через донную часть с жидкостью в резервуаре, например, через отверстие.
Рп
О -Р,с
ОС
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для нарезания резьб метчиком | 1976 |
|
SU602343A2 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ | 1972 |
|
SU346046A1 |
| Привод подачи шпиндельной головки сверлильного станка | 1990 |
|
SU1784007A3 |
| Многошпиндельный двусторонний автомат для нарезания резьбы метчиками | 1985 |
|
SU1315178A1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Станок для нарезания резьбы метчиками | 1982 |
|
SU1076223A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКАМИ | 1967 |
|
SU206275A1 |
| Устройство для измерения глубины резания | 1977 |
|
SU740409A1 |
| Устройство для обработки резьбовых отверстий | 1985 |
|
SU1303302A1 |
И/ L -у1 / ..
f
ф,,,
/J
