Для массовой закалки изделий ирнменяются печи, в которых изделия принудительно передвигаются вдоль пода печи от загрузочного окна к выпускному. В предлагаемой печи для передвижения изделий применен встряхиваемый в продольном направлении жолоб, служащий также и для приема изделий и автоматического сталкивания их в закалочную ванну.
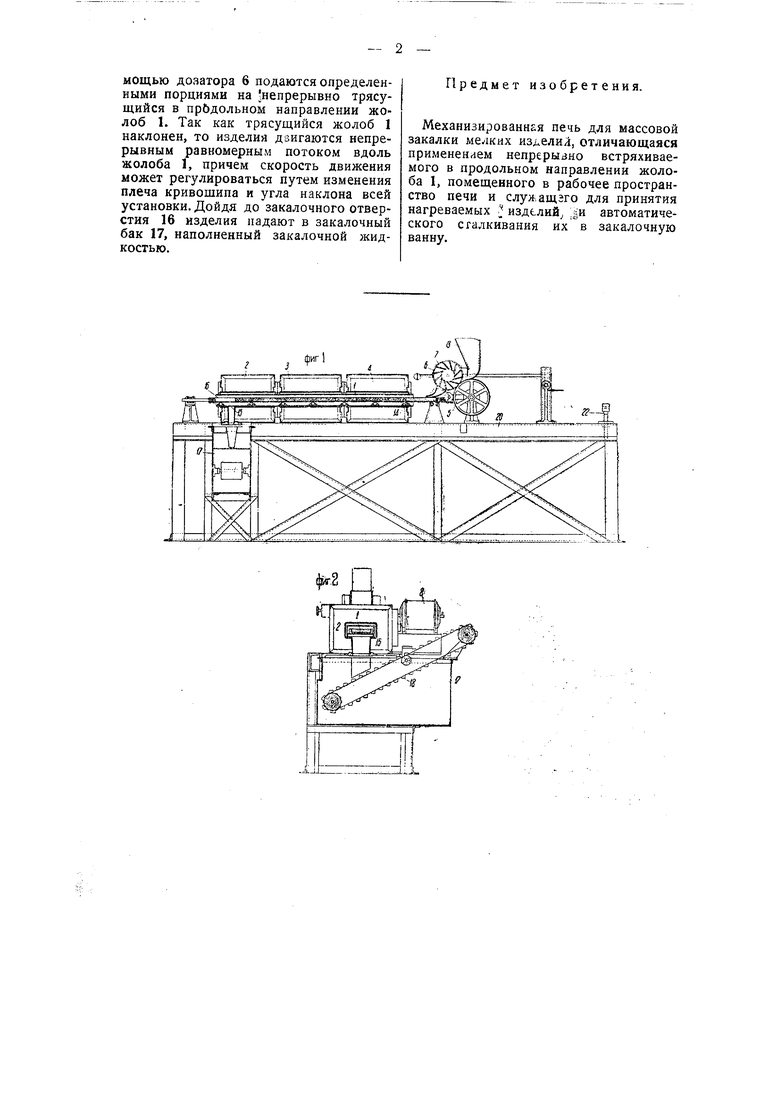
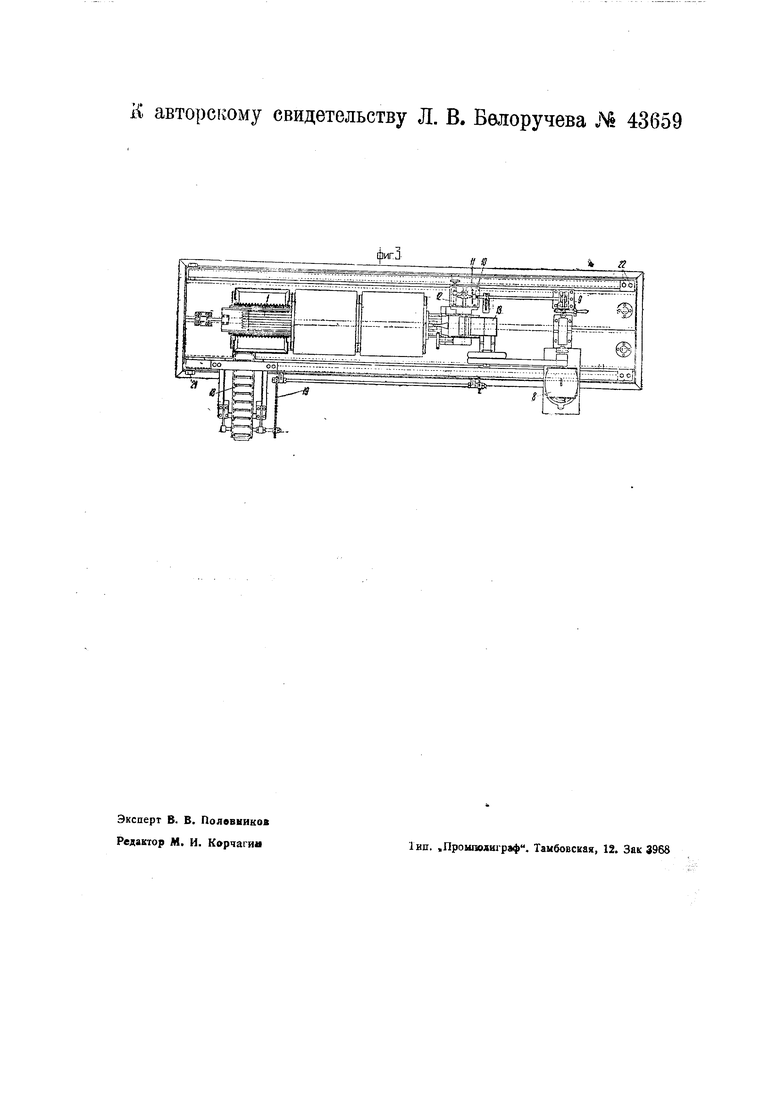
На чертеже фиг. 1 изображает продольный разрез печи; фиг. 2-поперечный разрез печи; фиг. 3-вид сверху.
В рабочем пространстве печей 2--3-4 помещен жолоб 1, непрерывно встряхиваемый в продольном направлении с помощью кривошипного механизма 5. На жолоб 1 из дозатора 6 в определенные промежутки времени поступают определенные порции закаливаемых изделий. Барабан 7 дозатора приводится во вращение от мотора 8 с помощью червячной передачи 9 и фрикционной 10. Перемещение ведомого диска 11 фрикционной передачи 10 с помощью винта 12 позволяет и менять количество порций изделий, поступающее в единицу времени на жолоб 1. Изменяя угол наклона дозатора 6 вместе с бункером 13,
(191)
можно варьировать количество изделий в каждой порции. Для того, чтобы в процессе работы нагретый жолоб 1 не прогибался, он лежит на жароупорных роликах 14, катающихся по дну муфеля печи. Плечо кривошипного механизма 5 может меняться для изменения величины амплитуды колебаний жолоба 1, а следовательно и скорости передвижения изделий по жолобу 1. Через закалочное отверстие 16 в жолобе 1, расположенное над отверстием 15 в поде печи, нагретые изделия попадают в закалочный бак 17 и транспортером 18 извлекаются оттуда уже в закаленном виде. Лента транспортера 18 приводится в движение от вала, соединяющего червячную 9 и фрикционную 10 передачи с помощью передачи 19, составленной из щестерен и цепей Галля. Все части печи укреплены на станине 20, которая в свою очередь с одной стороны покоится на оси 21, а с другой стороны - на установочных винтах 22, позволяющих изменять угол наклона всей установки.
Работа печи протекает следующим образом. Изделия, например граммофонные иглы, засыпанные в бункер 13, с помощью дозатора 6 подаются определенными порциями на непрерывно трясущийся в прбдольном направлении жолоб 1. Так как трясущийся жолоб 1 наклонен, то изделия двигаются непрерывным равномерным потоком вдоль жолоба 1, причем скорость движения может регулироваться путем изменения плеча кривошипа и угла наклона всей установки. Дойдя до закалочного отверстия 16 изделия падают в закалочный бак 17, наполненный закалочной жидкостью.
Предмет изобретения.
Механизированная печь для массовой закалки мелких издели/i, отличающаяся примененаем непрерывно встряхиваемого в продольном направлении жолоба 1, помещенного в рабочее пространство печи и слулащгго для принятия нагреваемых изделий ja автоматического сталкивания их в закалочную ванну.
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Линия термообработки деталей | 1982 |
|
SU1073303A1 |
| Проходная печь для нагрева труб и длинных изделий | 1961 |
|
SU148081A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1989 |
|
RU2065395C1 |
| Электрическая конвейерная печь для закалки напильников | 1937 |
|
SU54348A1 |
| Автоматизированная поточная линия для термической обработки | 1983 |
|
SU1108114A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ВЫГРУЗКИ ОБОЖЖЕННОЙ ИЗВЕСТИ И Т.П. МАТЕРИАЛОВ ИЗ ШАХТНОЙ ПЕЧИ | 1925 |
|
SU4204A1 |
| Механическая лопата | 1931 |
|
SU35675A1 |
ik а

