Изобретение относится к устройствам для термообработки черных металлов с их нагревом в электрических печах и в индукторах с механическим перемещением нагреваемого материгша
Линия может быть использована дл закалки и отпуска пластинчатых деталей, из конструкционных и инструментальных углеродистых сталей.
Известен закалочно-отпускной конвейерный агрегат, состоящий из закалочной печи, масляного бакд, моечной машины, отпускной печи и отпускного бака .
Недостатком данного агрегата является невозможность термообработки деталей из инструментальных углеродистых сталей с закалкой в воде без изменения состава входящих в агрегат механизмов.
Известен также полуавтомат для закалки изделий, содержащий нагревательно-охлаждающее устройство и конвейер с устройством для зацепления и сброса деталей- после нагрева в закалочную среду 2.
Недостатками конструкцииявляются невозможность закалкйу изделий в разных средах (воде или масле }, а также незаконченность цикла термообработки так как производится закалка без отпуска.
Наиболее близкой к предлагаемому по технической сущности является линия термической обработки деталей, содержащая последовательно ус.тановленные нагревательное устройство, закалочный бак с транспортером, моечную машину, питатель, отпускную печь и систему управления линией 31 В известной линии осуществляется закалка в масле, промывка от масла и отпуск.
Недостатками известной линии являются невозможность, поочередности закалки деталей в разных средах {воде или вмйсле), а также повышенный расход электроэнергии в закалочной электропечи.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что известная.линияу содержащая последовательно установленные нагревательное устройство, закалочный бак с трансформатором/ моечную машину, питатель, отпускную печь и систему управления линией, снабжена дополнительным закалочным баксм с транспортером, расположенным между нагревательным устройством и моечной машиной, перегрузочным лотксян, размещенным между баками, и шарнирн установленным перед моечной машиной V-образным лотком с перегородкой, установленной по оси симметрии лотка, а перегрузочный лоток и перегородка выполнены с возможностью поворота вокруг своих осей симметрии , при этом лотки кинематически связаны между собой.
Лотки связаны между собой посредством осей, вала и рычагов, один из 5 которых установлен на валу,- а другой на оси V-образного лотка, при этом отношение длин рычагов составляет 1:3 - 1:4 соответственно.
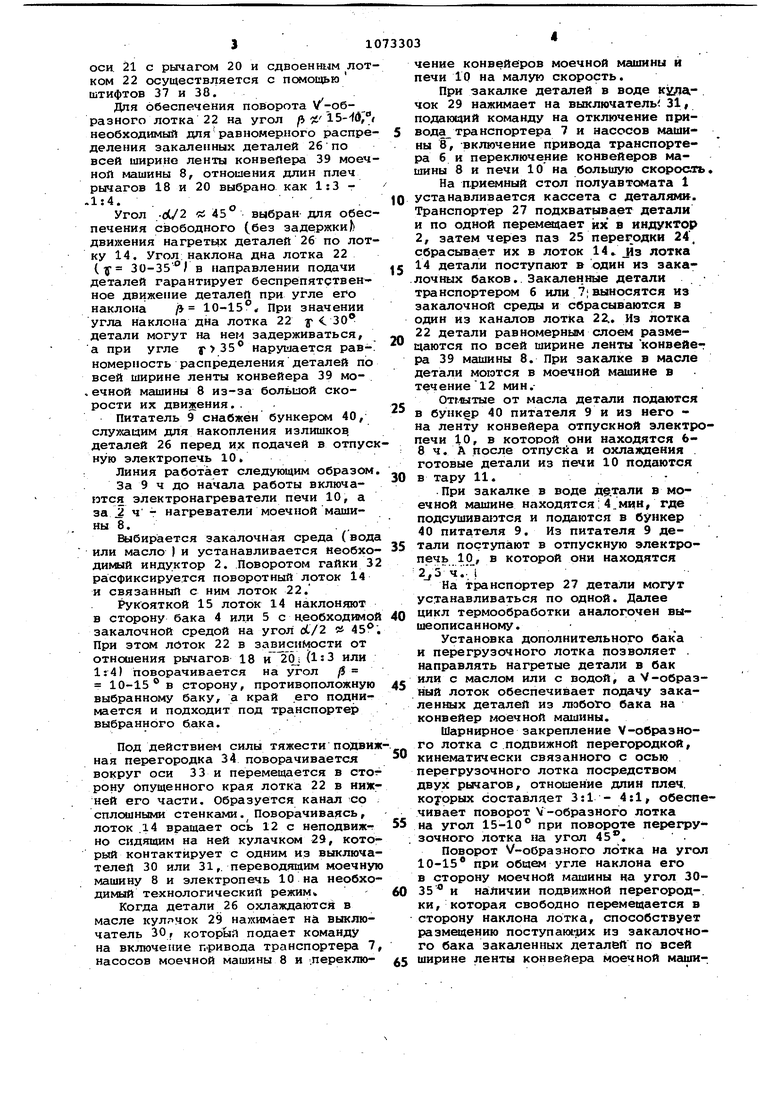
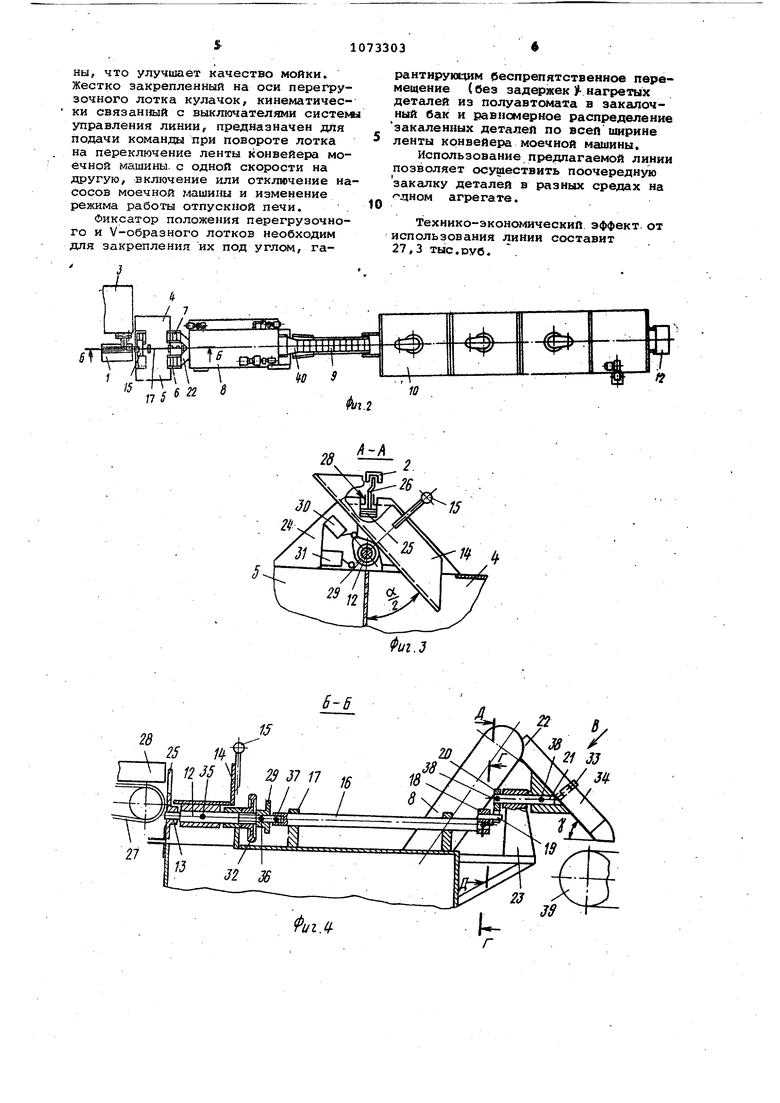
Линия снабжена установленными на Q оси поворотного перегрузочного лотка фиксатором положения лотков и кулачком, кинематически связанным с выключателями системы управления линией. I На фиг, 1 схематически изображе 1на полуавтоматическая линия термообработки деталей; На фиг. 2 - то же, вид сверху; на фиг. 3 - сечение АА на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - сечение 0 на фиг. 4;. на фиг. 7 - сечение Д-Д на фиг.: 4.
Линия термообработки деталей состоит из нагревательного устройства, выполненного в виде полуав томата для закалки 1 с индукторрм 2 и высокочастотной установкой 3, закалочных баков для воды 4 и для масла 5, которые оснащены транспортерами 6 и 7, моечной машины 8, 0 питателя 9, отпускной электропечи 10 и емкости для готовых деталей 1-1.
Над баками на оси 12, шарнирно установленной в опорах 13, жестко закреплен перегрузочный лоток 14 с 5 рукояткой 15.. Ось 12 связана с валом 16, установленным в опорах 17 с возмсэжностью вращения и имеющим рычаг 18 с пальцем 19/ который входит в паз рычага 20, закрепленного 0 на оси 21 V-образного лотка 22..
Ось 21 установлена в опоре 23 с возможностью вращения. Подвижный лоток 14 имеет одну стенку, а дру- . гой стенкой служит перегородка 24, С имеющая паз 25, предназначенный для прохождения нагретых в индукторе 2 деталей 26, которые могут перемещаться транспортером 27 между направляющими 28 полуавтомата 1.
На оси 12 закреплен кулачок 29, кинематически связанный с выключачателями 30 и -31 системы управления линии.
Для фиксации положения поворотного лотка 14 и кинематически связанно5 го с-Ним лотка 22 служит фиксатор, выполненный в виде гайки 32.
По центру лотка 22 на оси 33 закреплена подвижная перегородка 34, имеющая возможность поворачиваться 0 под действием собственного веса при наклоне лотка.
Подвижный лоток 14 и кулачок 29 неподвижно закреплены на оси 12 штифтами 35 и 36. )Хесткая связь вала 5 16 с осью 12 и рычагом 18, а также
оси. 21 с рычагом 20 и сдвоенним лотком 22 осуществляется с помощью штифтов 37 и 38.
Для обеспечения пов1Орота -оЪразного лотка 22 на угол IS-fd,/ необходимый для равномерного распределения закаленных деталей 26 по всей ширине ленты конвейера 39 моечной машины 8, отношения длин плеч рычагов 18 и 20 выбрано как 1;3 -1:4.
Угол ciC/2 « 45 выбран для обеспечения свободного (без задержкиЬ движения нагретых деталей 26 по лотку 14. Угол;наклона дна лотка 22 ( ц- 30-35 в направлении подачи деталей гарантирует беспрепятственное движение деталей при угле его наклона /J 10-15 При значении угла наклона дна лотка 22 у 30® детали могут на нем задерживаться, а при угле нарушается рав-. номерность распределения деталей по всей ширине ленты конвейера 39 мо.ечной машины 8 из-за большой скорости их движения...
Питатель 9 снабжен бункером 40, слухсащим для накопления излишков, деталей 26 перед их подачей в отпускную электропечь 10,
Линия работает следующим образом.
За 9 ч до начала работы включаются электронагреватели печи 10, а ч - нагреватели моечной машины 8..
Выбирается закалочная среда (вода или масло ) и устанавливается йеобходимый индуктор 2. Поворотом гайки 32 расфиксируется поворотный лоток 14 и связанный с ним лоток 22.
Рукояткой 15 лоток 14 наклоняют в сторону бака 4 или 5 с необходимой закалочной средой на угол оС/2 . При этом литок 22 в зависимости от отношения рычагов 18 и 20и или 1:4) поворачивается на угол /J 10-15® в сторону, противоположную выбранному баку, а край его поднимается и подходит под транспортер выбранного бака.
Под действием силы тяжести подвиж ная перегородка 34 поворачивается вокруг оси 33 и перемещается в стогрону опущенного края лотка 22 в иижней его части. Образуется канал со сплошными стенками. Поворачиваясь, лоток .14 вращает ось 12 с неподвижт но сидящим на ней кулачком 29, который контактирует с одним из выключателей 30 или 31,. переводящим моечную машину 8 и электропечь 10 на необходимый технологический режим
Когда детали 26 охлаждаются в масле кулрчок 29 нажимает на выключатель 30, которып подает команду на включение привода транспортера 7, насосов моечной машины 8 и .переключение конвейеров моечной машины и печи 10 на малую скорость.
При закалке деталей в воде Kjyjevчок 29 нажимает на выключатель 31, подающий команду на отключение привода транспортера 7 и насосов машины 8, -включение привода транспортера 6 и переключение конвейеров машины 8 и печи 10 на большую скоросл
На приемный стол полуавтомата 1 устанавливается кассета с дeтclля 4и. Транспортер 27 подхватывает детали и по одной перемещает их в индуктор 2, затем через паз 25 пере годки 24, сбрасывает их в лоток 14 jis лотка 14 детали поступают в один из зака.лочных баков.. Закаленные детали . транспортером 6 или ;выносятся из закалочной среды и сбрасываются в один из каналов лотка 22.. Из лотка 22 детали равномерным слоем размещаются по всей ширине ленты конвейе ра 39 машины 8. При закалке в масле детали моются в моечной машине в течение 12 мин.Отмытые от масла детали подаются в бункер 40 питателя 9 и из него на ленту конвейера отпускной электрпечи 10, в КОТОРОЙ они находятся 68 ч. А после oTnycka и охлаждения . готовые детали из печи 10 подаются в тару
При закалке в воде детали в моечной машине находятся , где подсушиваются и подаются в бункер 40 питателя 9. Из питателя 9 детали поступают в отпускную электропечь 10, в которой они находятся .
На транспортер 27 детали могут устанавливаться по одной. Дгшее цикл термообработки аналогочен вышеописанному.
Установка дополнительного бака и перегрузочного лотка позволяет . направлять нагретые детали в бак или с маслом или с водой, а V-образный лоток обеспечивает подачу закаленных деталей из Л1эбого бака на конвейер моечной машины.
Шарнирное закрепление V-образного лотка с подвижной перегородкой, кинематически связанного с осью перегрузочного лотка посредством двух рычагов, отношение длин плеч, коуррых составляет 3:1- 4:1, обеспчивает поворот V-образного лотка на угол 15-10 при повороте перегрузочного лотка на угол 45.
Поворот V-образного лотка на уго 10-15 при общем угле наклона его в сторону моечной машины на угол 3035 и наличии подвижной перегородки, которая свободно перемещается в сторону наклона лотка, способствует размшцению поступаю1.|их из закалочного бака закаленных деталей по всей ширине ленты конвейера моечной маши
ны, что улучшает качество мойки. Жестко закрепленный на оси перегрузочного лотка кулачок, кинематически связанный с выключателями системы управления линии, предназначен для подачи команды при повороте лотка на переключение ленты конвейера моечной машины, с одной скорости на другую, включение или отключение насосов моечной машины и изменение режима работы отпускной печи. . Фиксатор положения перегрузочного и V-образного лотков необходим для закрепления их под углом, гарантирукядим беспрепятственное перемещение (без задержек 1 нагретых деталей из полуавтомата в закалочный бак и равномерное распределение закаленных деталей по всейширине ленты конвейера моечной машины.
Использование предлагаемой линии позволяет осуществить поочередного закалку деталей в разных средах на агрегате.
Технико-экономический эффект от использования линии составит 27,3 тыс.руб. .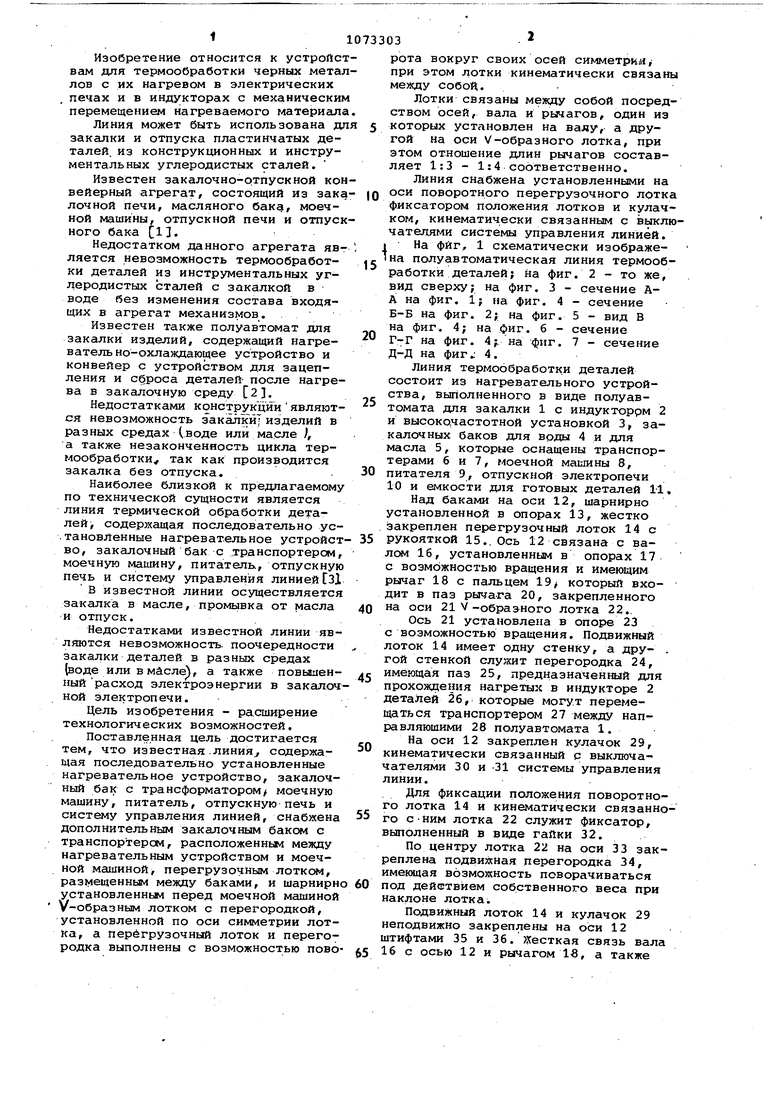
| название | год | авторы | номер документа |
|---|---|---|---|
| Закалочно-отпускной агрегат | 1980 |
|
SU885769A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| Бак для термообработки коротких цилиндрических деталей | 1985 |
|
SU1323587A1 |
| Автоматическая линия закалки деталей | 1981 |
|
SU1041584A1 |
| Автоматическая линия для термообработки деталей | 1978 |
|
SU855015A1 |
| Закалочная ванна с псевдоожиженнымСлОЕМ | 1978 |
|
SU850695A1 |
| Агрегат для индукционной термической обработки стальных деталей | 1990 |
|
SU1786355A1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| Устройство для термической обработки цилиндрических деталей | 1984 |
|
SU1254035A1 |

22
/l-Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Свенчанский Л.Д | |||
| Электрические печи сопротивления, ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| рборудование терт мических цехов | |||
| М., 1971, с.119-121, рис | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
