(54) СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кинематического дробления стружки | 1968 |
|
SU436709A1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| Способ многопроходного нарезания резьбы | 1977 |
|
SU642081A1 |
| УСТРОЙСТВО для ДРОБЛЕНИЯ СТРУЖКИ | 1972 |
|
SU342413A1 |
| Резец для нарезания резьбы | 1978 |
|
SU831387A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ИНСТРУМЕНТА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1973 |
|
SU382065A1 |
| Способ многопроходного нарезания резьбы | 1982 |
|
SU1036481A1 |
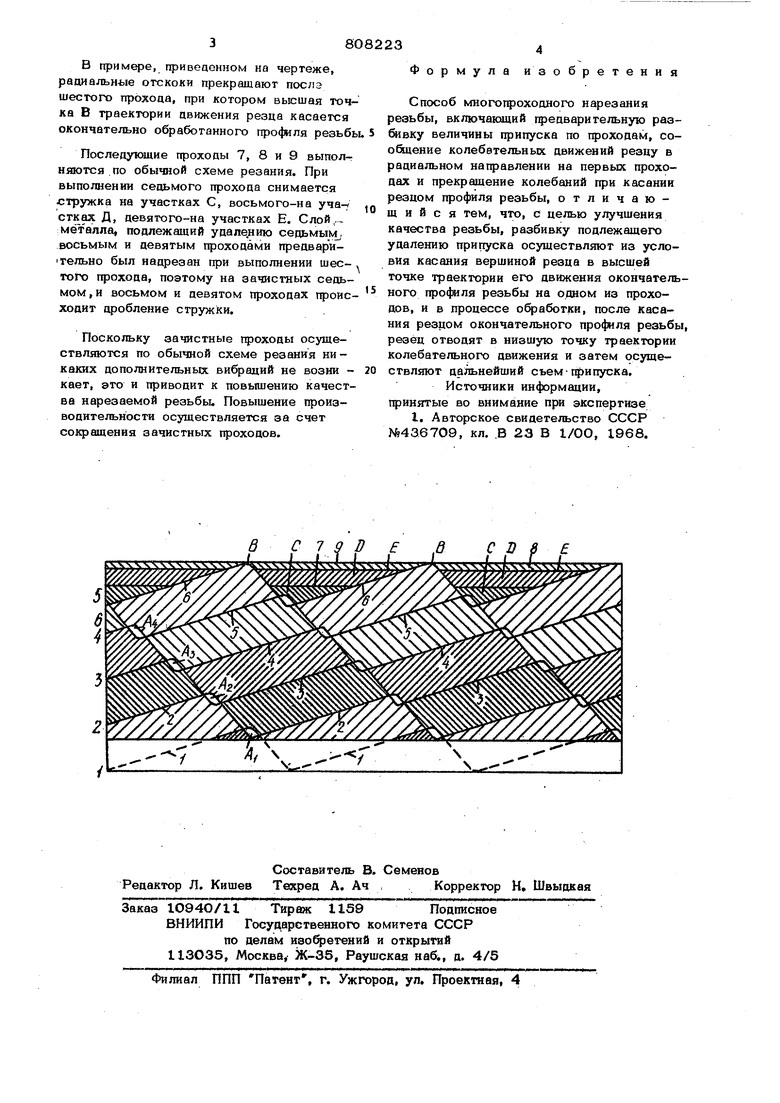
Изобретение относитх;я к металпообрабогке. Известен способ многопроходного нарезания резьбы,включающий предварительную разбивку величины припуска по проходам, сообщение колебательных движений резцу в радиальном направлении на первых проходах и прекращение кoлeбшiий при касании резцом профиля резьбы I. Недостатком известного способа являет ся недостаточное качество резьбы, в связи с появлением вибраций в результате воздействия переменных сил. Цель изобретения - улучшение качества резьбьи Для достин ения поставленной цели, раз бивку подлежащего удалению припуска осуществляют из условия касания вершиной резца в высшей точке траектории его движетгя окончательного профиля резьбы на одном из проходов, и в процессе обработки, после касания резцом окончательного профиля резьбы, резец отводят в низшую точку траектхэрии колебательного движения и затем осуществл5пот дальнейший съем припуска. На чертеже показаны траектории движения резца на различных проходах резания резьбьи По оси ординат отложено направление совпадающее с радиальным перемещением резца при врезании. По оси абсцисс- развертка винтовой линии резьбьи Тонкими линиями отмечены траектории непрерывной подач резца на соответствующих проходах, обеспечиваемыекинематикой станка. Цифрами 1,2,3... 9 отмечены последовательные траектории движения точки режущей кромки резца, обеспечивающие кинематическое дробление стружки, соптвествен- но на первом , втором .., девятом проходах. Аа, А процесс резания В зонах А, А., прекращается и стружка разрывается. После выполнения прохода, при котором резец касается окончательно обработанного профиля резьбы в высшей точке траектории своего движения, радиальные отскоки резца прекращаются. В примере, приведенном на чертеже, радиальною отскоки прекращают послэ шестого прохода, при котором высшая точ ка В траектории движения резца касается окончательно обработанного профиля резьб Последующие проходы 7, 8 и 9 выполняются по обычной схеме резания. При выполнении седьмого прохода снимается стружка на участках С, восьмого-на участках Д, цевятого-на участках Е. Слой,.., металла подлежащий удалению седьмым, восьмым и девятым проходами предварительно был надрезан при выполнении шеетого прохода, поэтому на зачистных седь мом, и восьмом и девятом проходах проис ходит дробление стружки. Поскольку зачистные фоходы осуществл5потся по обычной схеме резания никаких дополнительных вибраций не возни кает, это и приводит к повышению качест ва нарезаемой резьбы. Повышение производительности осуществляется за счет сокращения зачистных проходов. Формула изобретения Способ многопроходного нарезания резьбы, включающий гфедварительную разftjBKy величины припуска по проходам, соо&цение колебательных движений резцу в радиальном направлении на первых проходах и прекращение колебаний при касании резцом профиля резьбы, отличающ и и с я тем, что, с целью улучшения качества резьбы, разбивку подлежащего удалению припуска осуществл$пот из условия касания вершиной резца в высшей точке траектории его движения окончательного профиля резьбы на одном из проходов, и в процессе обработки, после касания резцом окончательного профиля резьбы, резец отводят в низшую точку траектории колебательного движения и затем осуществляют дальнейший съем-припуска. Источники информации, прии5гтые во внимание при экспертизе I, Авторское Свидетельство СССР N«436709, кл, .В 23 В 1/ОО, 1968.
