1
Изобретение относится к сварке монтажных и заводских штоков конструкций сложной формы (цилиндрической, сферической и т. д.), кантовка которых в процессе сварки невозможна или затруднительна.
Обычно электрошлаковую сварку конструкций сложной формы выполняют так, чтобы кромки в месте сварки находились в вертикальном положении. Подъем сварочной ванны сопровождается поворотом свариваемой конструкции в сторону, обратную направлению сварки.
Благодаря кантовке изделия свариваемые кромки и формирующие ползуны постоянно находятся в вертикальном положении, а сварочный автомат закреплен неподвижно.
Известно формируюш,ее устройство для электрошлаковой сварки, выполненное в виде пары ползунов, расположенных по обе стороны свариваемого стыка, донная часть которых имеет симметрично расширяющуюся снизу вверх по ходу сварки полость.
В случае сварки неповоротных стыков необходимо перемещать сварочный автомат по изоляции вдоль кромок в направлении снизу вверх. Наклонное положение кромки и автомата при этом является неизбежным. Угол наклона стенок изменяется в зависимости от того, на каком расстоянии по вертикали от плоскости, соответствующей максимальной
ширине изделия (экваториальной плоскости), находится место сварки.
Современное оборудование позволяет выполнять электрошлаковую сварку при угле
наклона свариваемых стенок по отношению к вертикали не более 10-15°. При большом угле наклона глубина шлаковой ванны вследствие увеличения площади поверхности ванны уменьшается настолько, что устройчивый
электрошлаковый процесс становится невозможным. Увеличение глубины шлаковой ванны посредством подсыпки в плавильное пространство новых порций флюса нежелательно, так как это приводит к увеличению объема
шлаковой ванны, вследствие чего может образоваться непровар.
Целью изобретения является улучшение качества сварки в наклонном положении свариваемого стыка при угле наклона, не равном 90°к горизонтальной плоскости.
Это достигается применением охлаждаемых формирующих устройств в виде ползунов специальной конструкции, которые помимо обычной своей функции удерживать металлическую и шлаковую ванны в зазоре между кромками и формировать поверхность сварного шва стабилизируют глубину шлаковой ванны при изменении игла наклона свариваемых
кромок, сохраняя при этом глубину шлаковой
ванны по оси электрода приблизительно постоянной.
Такие пары формирующих охлаждаемых ползунов снабжены полостями, частично заполняемыми расплавленным шлаком и расиоложенными на уровне шлаковой ванны. Указанные полости выполнены в верхней части ползунов, нримыкаюш;ей к донной части, симметрично сужающимися.
Полости в паре ползунов могут быть образованы системой наклонных плоскостей. Поверхность таких полостей в продольном вертикальном сечении ползуна образует ломаную линию, приблизительно симметричную относительно оси шва и перпендикулярной ей оси.
Полости в ползунах могут быть образованы криволинейными поверхностями. В нродольпом вертикальном сечении поверхности пары ползунов образуют две кривые, приблизительно симметричные относительно оси шва и перпендикулярной ей оси.
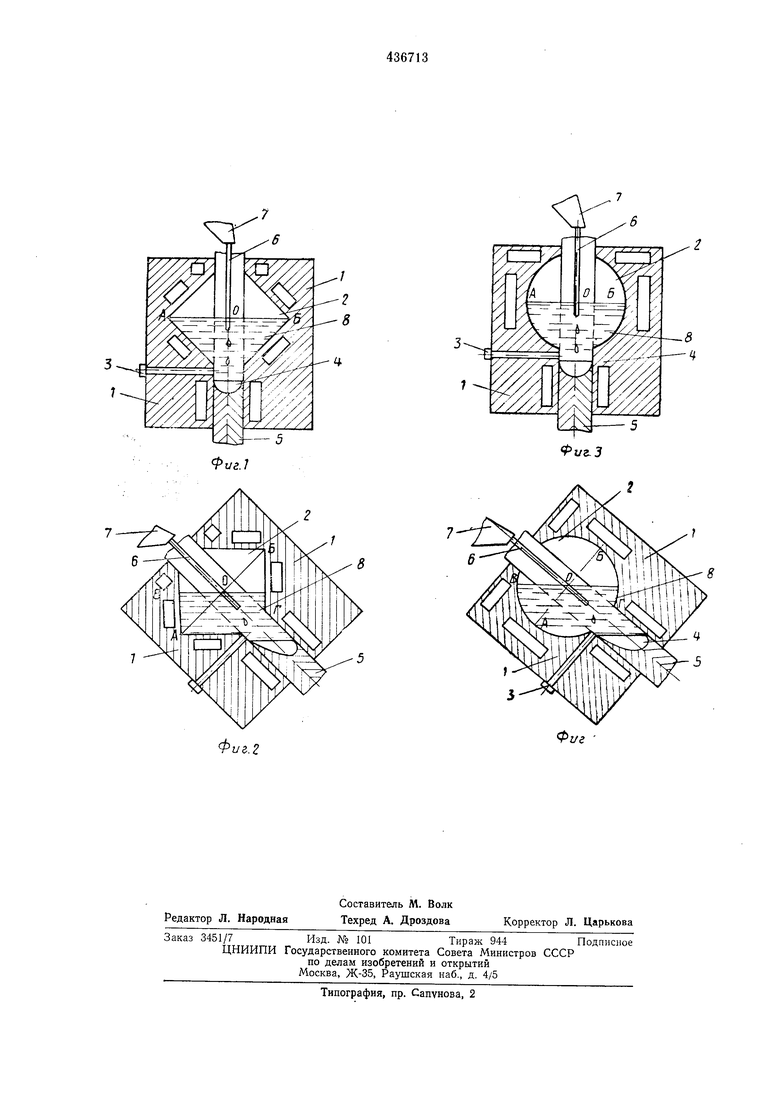
На фиг. 1 изображены ползуны с полостями, образованными системой наклонных плоскостей, при вертикальном положении свариваемых кромок; на фиг. 2 - то же, при наклонном положении свариваемых кромок; на фиг. 3 - ползуны с полостями, образованными криволинейными поверхностями, при вертикальном положении кромок; на фиг. 4 - то же, при наклонном положении свариваемых кромок.
Предлагаемые ползуны имеют корпус 1 с полостью 2, щуп 3 для контроля уровня iieталлической ванны 4 и закреплены на кромках свариваемой детали 5. Электродная проволока 6, направляемая с помощью токоподводящего мундштука 7, погружена в шлаковую ванну 8.
Ползуны работают следующим образом.
При вертикальном положении свариваемых кромок зеркало шлаковой ванны занимает положение АОБ, а при наклонном положении свариваемых кромок - положение ВОГ. Точка О является несимметричным центром полостей нары ползунов.
Постоянство глубины шлаковой ванны по оси электрода обеспечивается тем, что зеркало ванны вращается при изменении угла наклона свариваемых кромок относительно точки О, которая одповременно является точкой пересечения оси электрода с зеркалом шлаковой ванны. Такое вращение происходит благодаря тому, что количество шлака, вытекающего при наклоне свариваемых кромок из одной половины шлаковой ванны и снижающего уровень шлаковой ванны, равно количеству шлака, поступающему в другую половину и новыщаюндему уровень шлаковой ванны.
Геометрически это выражается в том, что треугольники или секторы ВОГ равны соответственно АОБ. Уровень металлической ванны 4 поддерживается во избежание «замораживания в полостях 2 ниже уровня перехода этих полостей в формирующие плоскости ползунов.
Подъем уровня металлической ванны вызывает автоматическое увеличение скорости перемещения ползунов.
Предмет и з о б р е т е н и я
Формирующее устройство для электрощлаковой сварки, выполненное в виде пары ползунов, расположенных по обе стороны свариваемого стыка, донная часть которых имеет симметрично расширяющуюся снизу вверх по ходу сварки полость, отличающееся тем, что, с целью улучшения качества сварки, при положении свариваемого стыка под углом, не равным 90°, к горизонтальной плоскости, в верхней части ползунов, примыкающей к донной части, вынолнена симметрично сужающаяся полость.
0уг.7
Фиг.2
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1972 |
|
SU338328A1 |
| Способ электрошлаковой сварки | 1975 |
|
SU606698A1 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| Формирующее устройство для электро-шлАКОВОй СВАРКи | 1979 |
|
SU823037A1 |
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |