1
Изобретение относится к устройствам для очистки поверхности изделий от ржавчины и окислений свободными абразивными зернами и может быть применено в авиационной и машиностроительной промышленности.
Известно устройство для очистки изделий, например, сварочной проволоки, перематываемой с одного барабана на другой, содержащее враш,аюш,уюся гильзу, заполненную постоянно поджимаемыми в процессе работы абразивными зернами.
Однако отсутствие постоянной смены абразива, контактирующего с обрабатываемой поверхностью, приводит к истиранию (засаливанию) зерен и ухудшению качества очистки.
С целью повышения качества очистки в предлагаемом устройстве гильза установлена внутри заполненного абразивом корпуса и снабжена двумя винтовыми нарезками противоположного направления, одна из которых выполнена внутри ее, а другая - снаружи. Внутренняя нарезка гильзы может быть выполнена конической.
С целью упрощения технологии изготовления конструкции нарезки выполнены в виде пружин.
Предлагаемая конструкция улучшает качество очистки проволоки за счет постоянной смены абразива, контактирующего с обрабатываемой поверхностью.
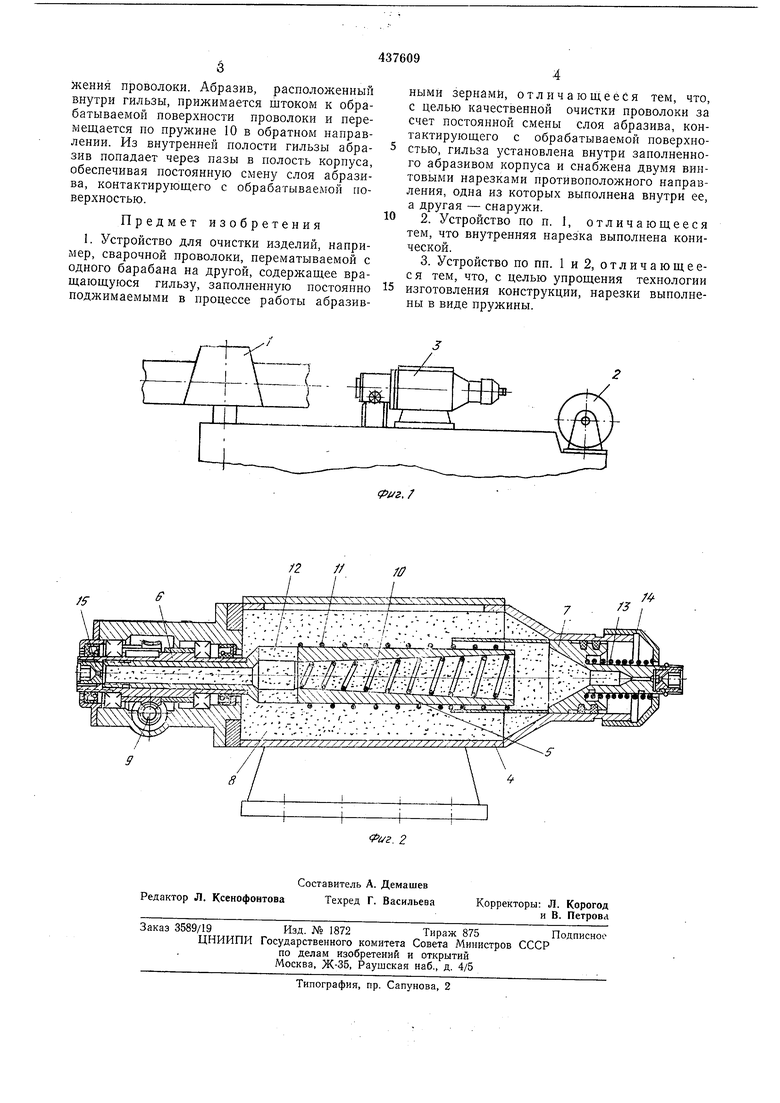
На фиг. 1 схематически показано предлагаемое устройство, общий вид, на фиг. 2 - то же, разрез. Устройство для очистки изделий состоит
из барабана 1, кассеты 2 и механизма 3 очистки. Механизм очистки содержит корпус 4, внутри которого установлены гильза 5, закрепленная в шпинделе 6, и прижимной шток 7. Корпус 4 и гильза 5 заполпены абразивными зернами 8. Шпиндель кинематически связан червячной передачей 9 с приводом. Гильза снабжена двумя винтовыми нарезками, выполненными в виде пружин 10 и 11 с противоположным направлением витков. Пружина 10 выполнена конической и установлена внутри гильзы 5, а пружина 11 - снаружи. На гильзе выполнены четыре паза 12, соединяющие ее внутреннюю полость с полостью корпуса. Прижимной шток соединен с пружиной 13, регулируемой гайкой 14. В шпинделе и штоке установлены фильеры 15 для входа и выхода очищаемой проволоки.
Проволоку барабана пропускают сквозьабразивные зерна и фильеры. Включают привод червячной передачи, которая через шпиндель вращает гильзу с винтовыми пружинами 10 и 11 и абразивные зерна, расположенные внутри ее полости. Пружина 10 перемещает абразивные зерна, расположенные на наружной поверхности гильзы в направлении движения проволоки. Абразив, расположенный внутри гильзы, прижимается штоком к обрабатываемой поверхности проволоки и перемещается по пружине 10 в обратном направлении. Из внутренней полости гильзы абразив попадает через пазы в полость корпуса, обеспечивая постоянную смену слоя абразива, контактирующего с обрабатываемой поверхностью.
Предмет изобретения
1. Устройство для очистки изделий, например, сварочной проволоки, перематываемой с одного барабана на другой, содержащее вращающуюся гильзу, заполненную постоянно поджимаемыми в процессе работы абразивными зернами, отличающееся тем, что, с целью качественной очистки проволоки за счет постоянной смены слоя абразива, контактирующего с обрабатываемой поверхностью, гильза установлена внутри заполненного абразивом корпуса и снабжена двумя винтовыми нарезками противоположного направления, одна из которых выполнена внутри ее, а другая - снаружи.
2.Устройство по п. 1, отличающееся тем, что внутренняя нарезка выполнена конической.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью упрощения технологии
изготовления конструкции, нарезки выполнены в виде пружины.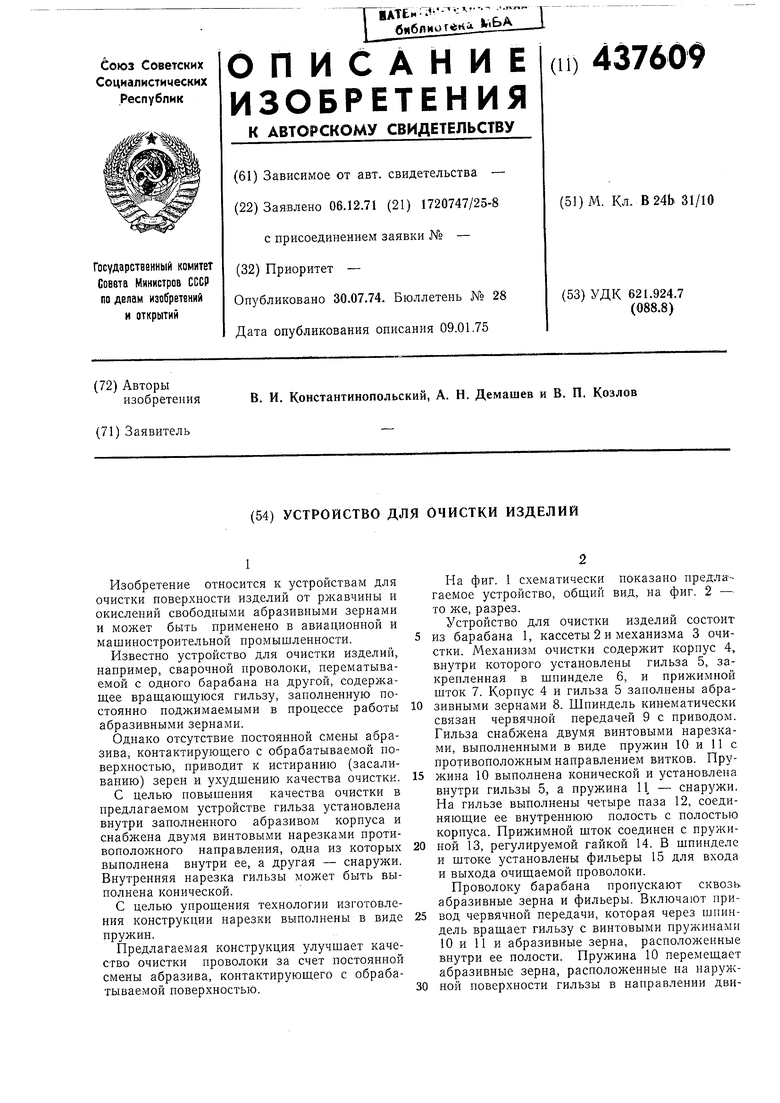
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки изделий | 1973 |
|
SU476145A1 |
| Устройство для очистки сварочной проволоки | 1978 |
|
SU774929A1 |
| СПОСОБ АБРАЗИВНОГО ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2008 |
|
RU2359805C1 |
| Устройство для очистки сварочной проволоки | 1980 |
|
SU995900A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ИЗДЕЛИЙ | 1970 |
|
SU288585A1 |
| Устройство для перемотки и очистки проволоки | 1983 |
|
SU1224039A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ (ВАРИАНТЫ) | 1997 |
|
RU2118249C1 |
| Устройство для обработки шариков | 1983 |
|
SU1123842A1 |
| Устройство для очистки проволоки | 1989 |
|
SU1673401A1 |
| Устройство для гидроабразивной обработки деталей типа лопастных колес | 1979 |
|
SU889412A1 |
