Изобретение относится к абразивной обработке и может быть использовано в подшипниковой, автотракторной, авиационной и других областях промышленности при окончательной обработке шариков.
Известно устройство для центробежной обработки деталей, содержащее установленный с возможностью вращения барабан, систему непрерывной подачи абразива и сепаратор с размещенными в нем деталями 1.
Однако данное устройство невозможно использовать для обработки щариков.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является известное устройство для обработки шариков, размещенных на поверхности установленного с возможностью вращения несущего элемента, соосно которому расположен сепаратор и установленный с возможностью вращения барабан, несущий на внутренней поверхности абразивный инструмент, включающее приводы вращения и возвратно-поступательного перемещения и средство для загрузки и выгрузки щариков 2.
В данном устройстве для равномерного нанесения следов на всю поверхность щарика необходимо сообщать инструменту возвратно-поступательноеперемещение
вдоль оси, а это приводит к тому, что щарики имеют точечный контакт с инструментом. Следовательно, устройство не может обеспечить высокую геометрическую точность и низкую шероховатость поверхности и может быть применено только на предварительных операциях. Кроме того, поджим щариков к инструменту инерционными силами отрицательно сказывается на равноразмерность партии.
Цель изобретения - повышение качества обработки.
Поставленная цель достигается тем, что в устройстве для обработки шариков, размещенных на поверхности установленного с возможностью вращения несущего элемента, соосно которому расположены сепаратор и установленный с возможностью вращения барабан, несущий на внутренней поверхности абразивный инструмент, включающем приводы вращения и возвратно-поступательного перемещения и средство для загрузки и выгрузки шариков, несущий элемент выполнен в виде электромагнитного барабана, связанного переходным конусом с направляющей втулкой меньщего диаметра, расположенной в зоне загрузки, при этом несущий элемент связан с приводом возвратно-поступательного перемещения, а барабан, несущий инструмент, снабжен системой подачи свободного абразива в его полость.
Для достижения высокого качества обработки необходимо, чтобы щарики обрабатывались кольцевой канавкой и при этом обеспечивалось их дополнительное вращение, например, поперек канавки, а для одинаковой интенсивности съема припус5 ка в различных канавках, последние должны быть выполнены на цилиндрической поверхности инструмента, это и обеспечивается в предлагаемом устройстве за счет выполнения инструмента в виде цилиндрического барабана со свободным абразивом, уплотненным инерционными сила.ми, внутри которого установлен соосно сепаратор, выполненный в виде полого цилиндра с отверстиями и раз.мещенным в его полости электромагнитным барабаном, имеющим воэ5 можность возвратно-поступательного перемещения вдоль оси сепаратора. Для нормальной работы устройства необходимо также, чтобы сепаратор имел низкую скорость вращения, а барабан, несущий абразив, - высокую необходимую для уплотнения сво0 бодного абразива.
Для массового производства шариков необходимо обеспечивать автоматический цикл обработки большой партии щариков, что достигается -наличием направляющей
5 втулки и переходного ; онуса, при этом само устройство загрузки и выгрузки может иметь различную конструкцию, но без направляющей втулки и переходного конуса загрузка возможна только ручная, что приведет к снижению производительности про0 цесса обработки.
Устройство позволяет обрабатывать разноразмерные партии шариков, что очень важно для массового производства, и улучшить геометрическую точность шариков за счет наличия жесткой опоры (электромагнитного барабана) и контакта с инструментом не по всей поверхности, а только по дуге, при этом меньше сказывается технологическая наследственность погрешностей формы шарика.
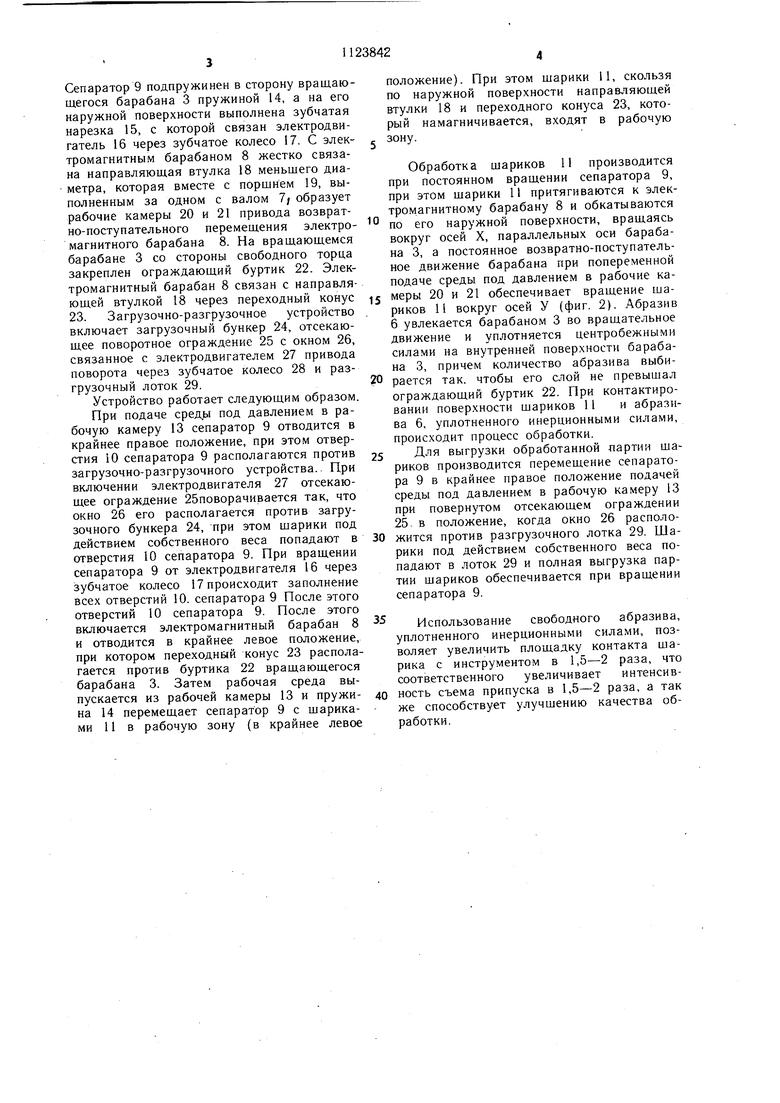
0 На фиг. 1 изображено устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1. Устройство для обработки шариков содержит неподвижное основание 1, горизонтальный шпиндель 2, на котором закреплен вращающийся барабан 3, связанный с элек тродвигателем 4 привода вращения через ременную передачу 5. Во внутреннюю полость барабана 3 через систему подачи подается свободный абразив 6. В основании 1 и шпинделе 2 установлен неподвижный
0 горизонтальный вал 7, на котором установлен с возможностью возвратно-поступательного перемещения электромагнитный барабан 8. На валу 7 установлен также сепаратор 9 с возможностью вращения и поступательного перемещения, в котором
5 выполнены сквозные отверстия 10 под обрабатываемые щарики И. На валу 7 закреплен поршень 12, который вместе с сепаратором 9 образуют рабочую камеру 13.
Сепаратор 9 подпружинен в сторону вращающегося барабана 3 пружиной 14, а на его наружной поверхности выполнена зубчатая нарезка 15, с которой связан электродвигатель 16 через зубчатое колесо 17. С электромагнитным барабаном 8 жестко связана направляющая втулка 18 меньшего диаметра, которая вместе с поршнем 19, выполненным за одном с валом 7/ образует рабочие камеры 20 и 21 привода возвратно-поступательного перемещения электромагнитного барабана 8. На вращающемся барабане 3 со стороны свободного торца закреплен ограждающий буртик 22. Электромагнитный барабан 8 связан с направляющей втулкой 18 через переходный конус 23. Загрузочно-разгрузочное устройство включает загрузочный бункер 24, отсекающее поворотное ограждение 25 с окном 26, связанное с электродвигателем 27 привода поворота через зубчатое колесо 28 и разгрузочный лоток 29.
Устройство работает следующим образом.
При подаче средь под давлением в рабочую камеру 13 сепаратор 9 отводится в крайнее правое положение, при этом отверстия 10 сепаратора 9 располагаются против загрузочно-разгрузочного устройства.. При включении электродвигателя 27 отсекающее ограждение 25поворачивается так, что окно 26 его располагается против загрузочного бункера 24, при этом щарики под действием собственного веса попадают в отверстия 10 сепаратора 9. При вращении сепаратора 9 от электродвигателя 16 через зубчатое колесо 17 происходит заполнение всех отверстий 10. сепаратора 9 После этого отверстий 10 сепаратора 9. После этого включается электромагнитный барабан 8 и отводится в крайнее левое положение, при котором переходный конус 23 располагается против буртика 22 вращающегося барабана 3. Затем рабочая среда выпускается из рабочей камеры 13 и пружина 14 перемещает сепаратор 9 с щариками 11 в рабочую зону (в крайнее левое
положение). При этом шарики 11, скользя по наружной поверхности направляющей втулки 18 и переходного конуса 23, который намагничивается, входят в рабочую зону.
Обработка шариков 11 производится при постоянном вращении сепаратора 9, при этом шарики 11 притягиваются к электромагнитному барабану 8 и обкатываются по его наружной поверхности, вращаясь вокруг осей X, параллельных оси барабана 3, а постоянное возвратно-поступательное движение барабана при попеременной подаче среды под давлением в рабочие камеры 20 и 21 обеспечивает вращение шариков И вокруг осей У (фиг. 2). Абразив 6 увлекается барабаном 3 во вращательное движение и уплотняется центробежными силами на внутренней поверхности барабана 3, причем количество абразива выбирается так. чтобы его слой не превышал ограждающий буртик 22. При контактировании поверхности шариков 11 и абразива 6, уплотненного инерционными силами, происходит процесс обработки.
Д-чя выгрузки обработанной партии шариков производится перемещение сепаратора 9 в крайнее правое положение подачей среды под давлением в рабочую камеру 13 при повернутом отсекающем ограждении 25 в положение, когда окно 26 расположится против разгрузочного лотка 29. Шарики под действием собственного веса попадают в лоток 29 и полная выгрузка партии шариков обеспечивается при вращении сепаратора 9.
Использование свободного абразива, уплотненного инерционными силами, позволяет увеличить площадку контакта шарика с инструментом в 1,5-2 раза, что соответственного увеличивает интенсивность съема припуска в 1,5-2 раза, а так же способствует улучшению качества обработки.
Фи1.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки шариков | 1982 |
|
SU1093496A1 |
| Способ обработки шариков и станок для его осуществления | 1986 |
|
SU1440672A1 |
| Устройство для обработки шариков | 1983 |
|
SU1093498A1 |
| Станок для пневмоцентробежной обработки шариков | 1986 |
|
SU1397252A1 |
| Станок для обработки шариков | 1983 |
|
SU1098763A1 |
| АЭРОАБРАЗИВНЫЙ СМЕСИТЕЛЬ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222421C1 |
| Устройство для обработки шариков | 1977 |
|
SU738839A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU867616A1 |
| Блок инструмента к роторной машине для обрезки полых изделий | 1981 |
|
SU975253A1 |
| Устройство для обработки шариков | 1983 |
|
SU1085774A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАРИКОВ, размещенных на поверхности установленного с возможностью вращения несущего элемента, соосно коJ // /. 6 22 2 20 13 21 28 yr/Y-/y / -r y .- :.v,v .--. л , Жрш эгжтю rvi-гтггтт 5 1 W 8 2 18 15 26 23 12 /7 торому расположены сепаратор и установленный с возможностью вращения барабан, несущий на внутренней поверхности абразивный инструмент, включающее приводы вращения и возвратно-поступательного перемещения и средство для загрузки и выгрузки щариков, отличающееся тем, что, с целью повышения качества обработки, несущий элемент выполнен в виде электромагнитного барабана, связанного переходным конусом с направляющей втулкой меньшего диаметра, расположенной в зоне загрузки, при этом несущий элемент связан с приводом возвратно-поступательного перемещения, а барабан, несущий инструмент, снабжен системой подачи свободного абразива в его полость. S (Л го со 00 NU N5 16 U2.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для центробежной обработки колец | 1977 |
|
SU663564A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для обработки шариков | 1982 |
|
SU1093496A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
