Изобретение относится к области прокатного производства, а точнее, к линейным сортовым станам.
В России и за рубежом на ряде предприятий еще находятся в эксплуатации линейные станы небольшой производительности, обслуживающие небольшие регионы сортовой продукцией. Как правило, оборудование таких станов уже морально и физически устарело и требует замены. Строительство современных непрерывных станов для таких предприятий экономически не по силам, в то же время уровень качества продукции линейных станов, как правило, не удовлетворяет потребностям рынка.
Известны линейные станы продольной прокатки (см. Целиков А.И., Смирнов В.В. Прокатные станы. - М.: Металлургиздат. - 1958, с.18, рис.10г), содержащие несколько последовательно расположенных групп клетей с индивидуальными приводами каждой из них.
Недостатком таких станов является большая установленная мощность электродвигателей главных приводов и сложность настройки стана, связанная с необходимостью согласования скоростей прокатки в разных группах.
Известен линейный стан продольной прокатки, описанный в патенте РФ N 2033868, В 21 В 1/08, 1995.
Этот линейный стан содержит группу двухвалковых клетей, соединенных между собой последовательно посредством шпинделей, и групповой электропривод. Такой стан отличается простотой настройки. Кроме того, он имеет малую установленную мощность, обусловленную использованием одного двигателя для привода всех клетей.
Недостаток известной конструкции линейного стана заключается в том, что одинаковое число оборотов валков клетей линейной группы приводит к неоправданно завышенным скоростям прокатки в первых проходах промежуточной или чистовой групп клетей, что приводит к повышенному сопротивлению деформации металла в этих клетях и соответственно к повышенным усилиям и моментам прокатки по сравнению с непрерывным станом.
Из известных станов продольной прокатки наиболее близким по технической сущности является линейный стан, описанный в патенте РФ №2155644, В 21 В 1/08, 1995 г.
Этот линейный стан содержит группу клетей, соединенных с главным приводом посредством трансмиссии и расположенными между каждой клетью и трансмиссией главного привода редукторами с постепенно уменьшающимися по ходу прокатки передаточными отношениями, обеспечивающими скорость входа металла в каждую из последующих клетей ниже скорости выхода металла из предыдущей клети на 1-10%.
Недостатком этой конструкции является необходимость в дополнительных площадях по ширине станового пролета цеха для размещения вдоль главной трансмиссии стана всех двухвалковых клетей, снабженных индивидуальными редукторами.
Этот недостаток не позволяет использовать данную конструкцию стана при модернизации большинства устаревших крупносортных линейных станов, установленных в зданиях с узкими становыми пролетами.
Задача настоящего изобретения состоит в создании линейного стана продольной прокатки, позволяющего улучшить качество продукции за счет получения высокой стабильности по длине раската, как по геометрическим, так и по структурным характеристикам металлопроката, увеличить производительность стана за счет увеличения скорости на выходе из группы клетей, снизить энергозатраты на тонну сортового проката, сократить производственные площади.
Поставленная задача достигается тем, что линейный стан продольной прокатки, содержащий группу двухвалковых клетей, соединенных с главным приводом посредством трансмиссии, согласно изобретению снабжен общим редуктором, включающим пары шестеренных валков, соединенных с рабочими валками двухвалковых клетей и с трансмиссией главного привода, при этом пары шестеренных валков с трансмиссией главного привода соединены зубчатыми зацеплениями, постепенно уменьшающими передаточные соотношения перед каждой четной двухвалковой клетью по ходу прокатки, двухвалковые клети расположены попарно по обе стороны, от линии привода, образуя непрерывные группы, а направление вращения валков одной непрерывной группы противоположно направлению вращения валков другой непрерывной группы..
Такое конструктивное выполнение линейного стана позволит, обеспечивая постепенное повышение скоростей прокатки от одной клети к другой, сократить или сохранить производственные площади стана за счет использования только одного общего редуктора для всех двухвалковых клетей.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
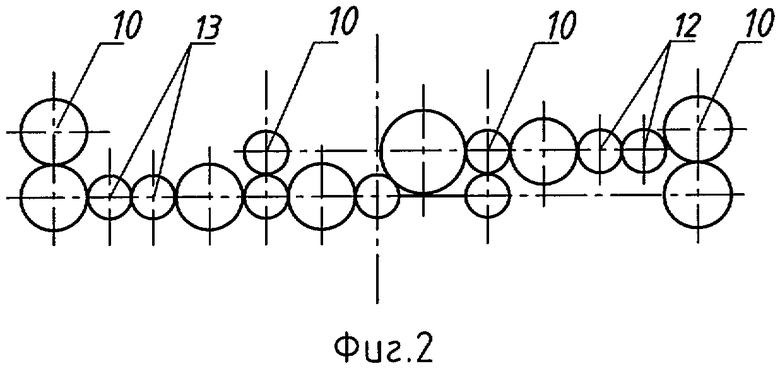
на фиг.1 изображена схема расположения оборудования линейного стана продольной прокатки;
на фиг.2 изображен разрез А-А на фиг.1
Линейный стан продольной прокатки состоит из обжимной клети трио 1, черновой клети трио 2, группы двухвалковых клетей дуо 3, 4, 5, 6, общего редуктора 7 с входным валом 8, выходными валами 9 и парами шестеренных валков 10. Редуктор 7 входным валом 8 через общую трансмиссию 11 соединен с главным приводом 12. Шестеренные валки 10 через выходные валы 9 редуктора 7 соединены с рабочими валками клетей дуо 3, 4, 5, 6, а зубчатыми зацеплениями 13 с входным валом 8 редуктора 7. Двухвалковые клети 3, 4 и 5, 6 расположены попарно в непрерывных группах по обе стороны от линии привода стана, при этом направление вращения валков одной непрерывной группы противоположно направлению вращения валков другой непрерывной группы.
Стрелочками на фиг.1 показано направление прокатки
Стан работает следующим образом.
Металл после обычной прокатки в клетях трио 1 и 2 направляется для прокатки последовательно в двухвалковые клети 3 и 4, а затем в двухвалковые клети 5 и 6. Скорости прокатки в двухвалковых клетях 3, 4, 5, 6, определяются соотношением передаточных чисел в общем редукторе в пределах от 1,1 до 1,3, при котором происходит повышение скорости прокатки в клетях от 3 к 4 и от 5 к 6, при этом дополнительное повышение указанных скоростей прокатки на 5...30% обеспечивается за счет того, что номинальные диаметры валков двухвалковых клетей дуо составляет 0,8-1,2 от номинального диаметра валков черновой клети трио 2.
Предложенный линейный стан по сравнению с известными позволяет на существующих площадях цеха при минимальных капитальных затратах и с возможностью сохранения существующего электропривода получить технологический поток, близкий к прокатке на непрерывном стане, что, в свою очередь, позволит повысить конкурентоспособность продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 1996 |
|
RU2155644C2 |
| ПОЛУНЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2410172C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
| Прокатный стан | 1983 |
|
SU1091956A1 |
| Двухклетьевой прокатный модуль | 1990 |
|
SU1750754A1 |
| Способ прокатки балочных профилей на непрерывном сортовом стане | 1984 |
|
SU1284617A1 |
| БЕССТАНИННАЯ ДВУХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2008 |
|
RU2387504C1 |
| Привод валков прокатного стана | 1976 |
|
SU710697A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1994 |
|
RU2087220C1 |
Изобретение относится к области прокатного производства с помощью линейных сортовых станов. Задача изобретения - улучшение качества продукции, увеличение производительности, снижение энергозатрат, сокращение производственных площадей. Линейный стан продольной прокатки, содержащий группу двухвалковых клетей, соединенных с главным приводом посредством трансмиссии, снабжен расположенным между группой двухвалковых клетей и трансмиссией главного привода общим редуктором. Общий редуктор включает пары шестеренных валков, соединенных с рабочими валками двухвалковых клетей и с трансмиссией главного привода. Пары шестеренных валков общего редуктора с трансмиссией главного привода соединены зубчатыми зацеплениями, постепенно уменьшающими передаточные отношения перед каждой четной двухвалковой клетью. Двухвалковые клети расположены попарно по обе стороны от линии привода, образуя непрерывные группы, при этом направление вращения валков одной непрерывной группы противоположно направлению вращения валков другой непрерывной группы. Изобретение обеспечивает возможность прокатки в условиях, близких к условиям прокатки на непрерывном стане. 2 ил.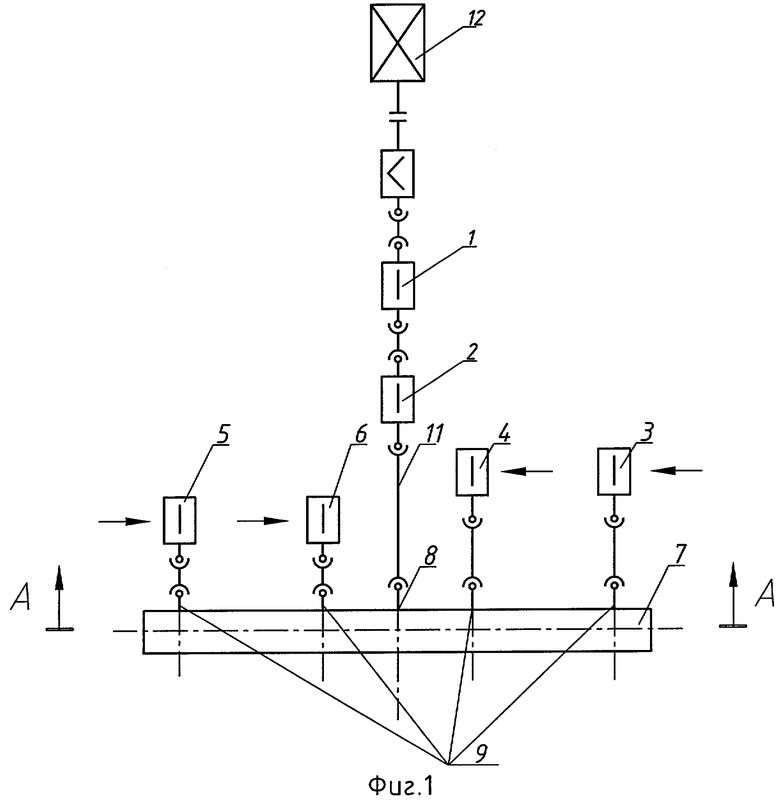
Линейный стан продольной прокатки, содержащий группу двухвалковых клетей, соединенных с главным приводом посредством трансмиссии, отличающийся тем, что он снабжен расположенным между группой двухвалковых клетей и трансмиссией главного привода общим редуктором, включающим пары шестеренных валков, соединенных с рабочими валками двухвалковых клетей и с трансмиссией главного привода, при этом пары шестеренных валков соединены с трансмиссией главного привода зубчатыми зацеплениями, постепенно уменьшающими передаточные соотношения перед каждой четной двухвалковой клетью по ходу прокатки, двухвалковые клети расположены попарно по обе стороны от линии привода, образуя непрерывные группы, а направление вращения валков одной непрерывной группы противоположно направлению вращения валков другой непрерывной группы.
| ЛИНЕЙНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 1996 |
|
RU2155644C2 |
| Привод многоклетьевого непрерывного блока проволочного стана | 1973 |
|
SU438451A1 |
| Устройство для подачи листов | 1975 |
|
SU659493A1 |
| US 3610014 А, 05.10.1971. | |||

