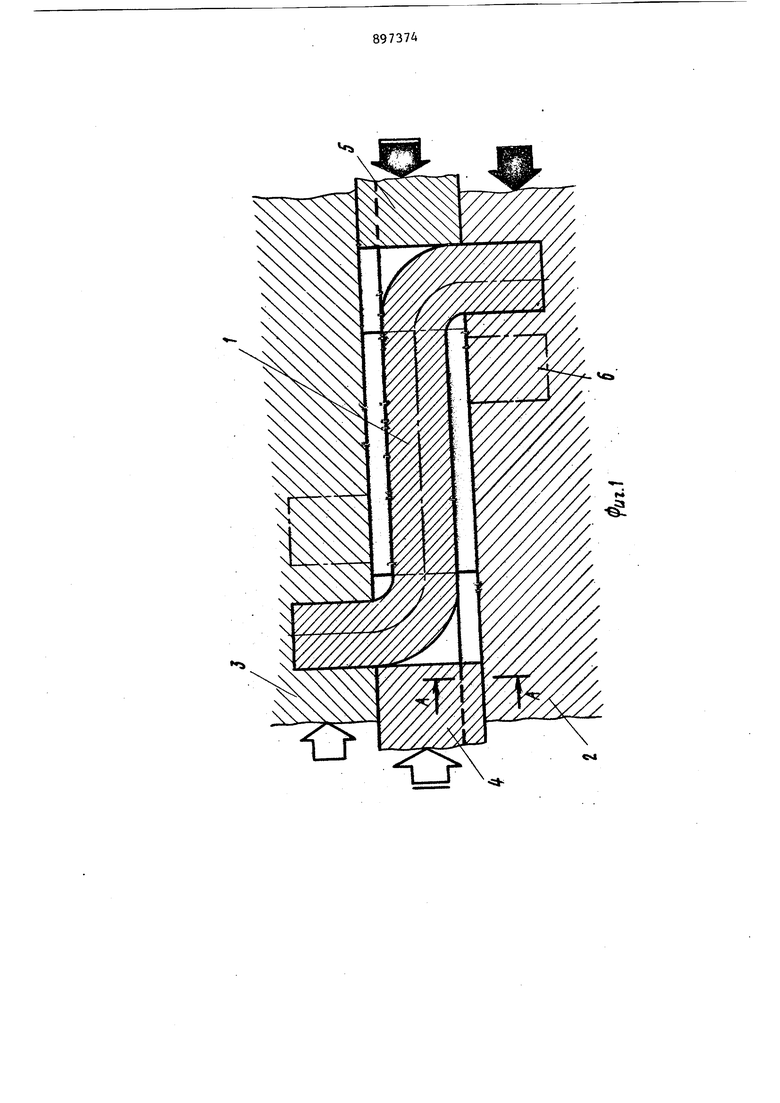
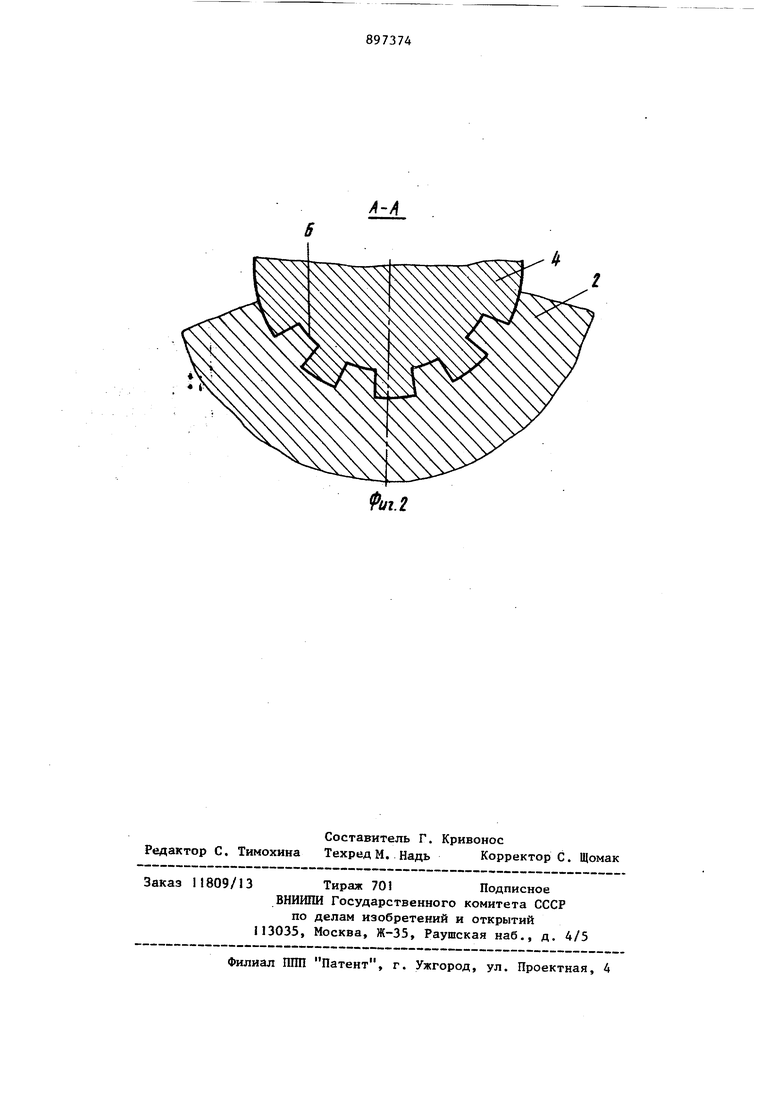
Изобретение относится к обработке металлов давлением и может быть использовано для беэоблойной штамповки поковок с отростками. По основному авт. св. № 659265 известен способ высадки утолщений на стержнях, согласно которому отгибают часть заготовки, соответствующую отростку, а утолщение получают высадкой другой части заготовки. Для обеспечения однопереходной вьюадки утолщений осуществляют зажнм недеформируемой части, а при наборе утолщения осущест вляют подпор высаживаемого участка воздействием противодавящего пуансона, установленного соосно высадочному СП. Однако по известному способу нель зя получить поковки с двумя отростка ми, смещенными вдоль оси утолщенной средний части. Способ не позволяет оформлять среднюю утолщенную часть з один переход, особенно если длина вь1саживаемой. средней части превьяпает ,5 (d - диаметр заготовки). Цель изобретеш1Я - обеспечение однопереходного оформления поковок с двумя отростками, смещенными вдоль оси утолщенной средней части. Цель достигается тем, что набор утолщения осуществляют приложением деформируяяцего усилия к частям заготовки, прилегающим к средней части, с одноврекенным подпором частей, противолеж Ш(их отогнутым отросткам. Причем подпор частей.заготовки осуществляют с обоих концов на длине, соответствующей половине длины высаживаемой части. На фиг. схематично показан процесс оформления поковки с двумя отро стками; на фиг. 2 - сечение А-А нафиг . 1. . У стержневой заготовки 1 отгибают участки, соответствующие отросткам. Заготовка укладывается -в ручей за-. {Срытого штампа с разъемной матрицей
(конструктивные особенности штампа на фиг. I не показаны). Части заготовки, соответствукщие отросткам, зажимаются так, что один отросток оказьшается в полуматрице 2, а второй.- в полуматрице 3. В продолжение рабочего хода пуансоны 4 и 5, перемещаясь навстречу, воздействуют на участки заготовки прилежащие к отросткам. Одновременно с пуансонами 4 и 5 перемещаются полуматриимл 2 и 3. Полуматрицы 2 и 3 с внутренней стороны имеют продольные выступы и впадины, поверхности Б которых служат для подпора противолежавдах частей высаживаемой средней зоны. На пуансонах 4 и 5 выполнены профили, негативные профилям на полуматрицах 2 и 3.
Под воздействием пуансонов 4 и 5 центральная часть заготовки деформируется и заполняет полость, образо- ванную полуматрицами 2 и 3. Так как j отогнутые концы заготовки размещены в соответствунщих полостях полуматриц то они установлены с возможностью встречного перемещения, синхронного перемещению пуансонов 4 и .
Одновременное воздействие на заготовку пуансонов 4 и 5 и контактирование противолежгщих отросткам частей заготовки с выступами (поверхности Б на фиг. 2) исключает потерю устойчивости средней (высаживаемой) части заготовки и обеспечивает качественное формообразование утолщенной части поковки. Если торцы поковки выступают над отростками, то пу ансоны 4 и 5 выполняют с возможностью перемещения относительно пуансонодержателей (на фиг. I не показаны), т.е. выполняются плавающими. Выступы на полуматрицах выполняют так, чтобы их концы совпадали с торцами поковки.
При обратном ходе ползуна пресса пуансоны 4 и 5 отходят в исходное
положение, а при отходе полуматриц 2 и 3 поковка 6 выталкивается из ручья. Предлагаемый способ имеет ряд преимуществ по сравнению с известными, а именно обеспечивает сокращение технологического цикла за счет возможности оформления средней части поковки за один переход.
.Способ опробован применительно к получению заготовок для деталей трактора. Он может найти применение также для получения разнообразных деталей (заготовок) с отростками, расположенными под углами, отличными от прямого в машиностроении и приборостроении, в производстве товаров народного потребления .
Формула изобретения
1.Способ высадки утолщений на стержнях по авт. св. № 659265, отличающийся тем, что, с целью достижения возможности оформления за один переход поковок с двумя отростками, смещенными вдоль оси утолще ной высаженной средней части, набор металла в утолщение осуществляют приложением деформирующего усилия к частям заготовки, прилегающим к средней части, с одновременным подпором частей, противолежащих отогнутым отросткам.
2.Способ по п. I, отличающийся тем, что подпор осуществляют с обоих концов по длине, соответствующей половине длины высаживаемой части.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР W 659265, кл. В 21 3 5/08, 15.06.79.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1975 |
|
SU561600A1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |